DISR=...:
1. For approach and retraction with straight lines (G147/G148):
Distance of the cutter edge from the starting point of the contour
2. For approach and retraction with circles (G247, G347/G248, G348):
Radius of the tool center point path
Notice:
For REPOS with a semicircle, DISR is the circle diameter
DISCL=...: Distance of the end point for the fast infeed motion from the machining plane
DISCL=AC(...) Specification of the absolute position of the end point for the fast
infeed motion
DISCL=AC(...): Specification of the absolute position of the end point for the fast infeed motion
DISRP: Distance of point P1 (retraction plane) from the machining plane
DISRP=AC(...): Specification of the absolute position of point P1
FAD=...: Speed of the slow feed movement
The programmed value acts in accordance with the active feedrate type (G
group 15).
FAD=PM(...): The programmed value is interpreted as linear feedrate (like G94) irrespective of
the active feedrate type.
FAD=PR(...): The programmed value is interpreted as revolutional feedrate (like G95) irre‐
spective of the active feedrate type.
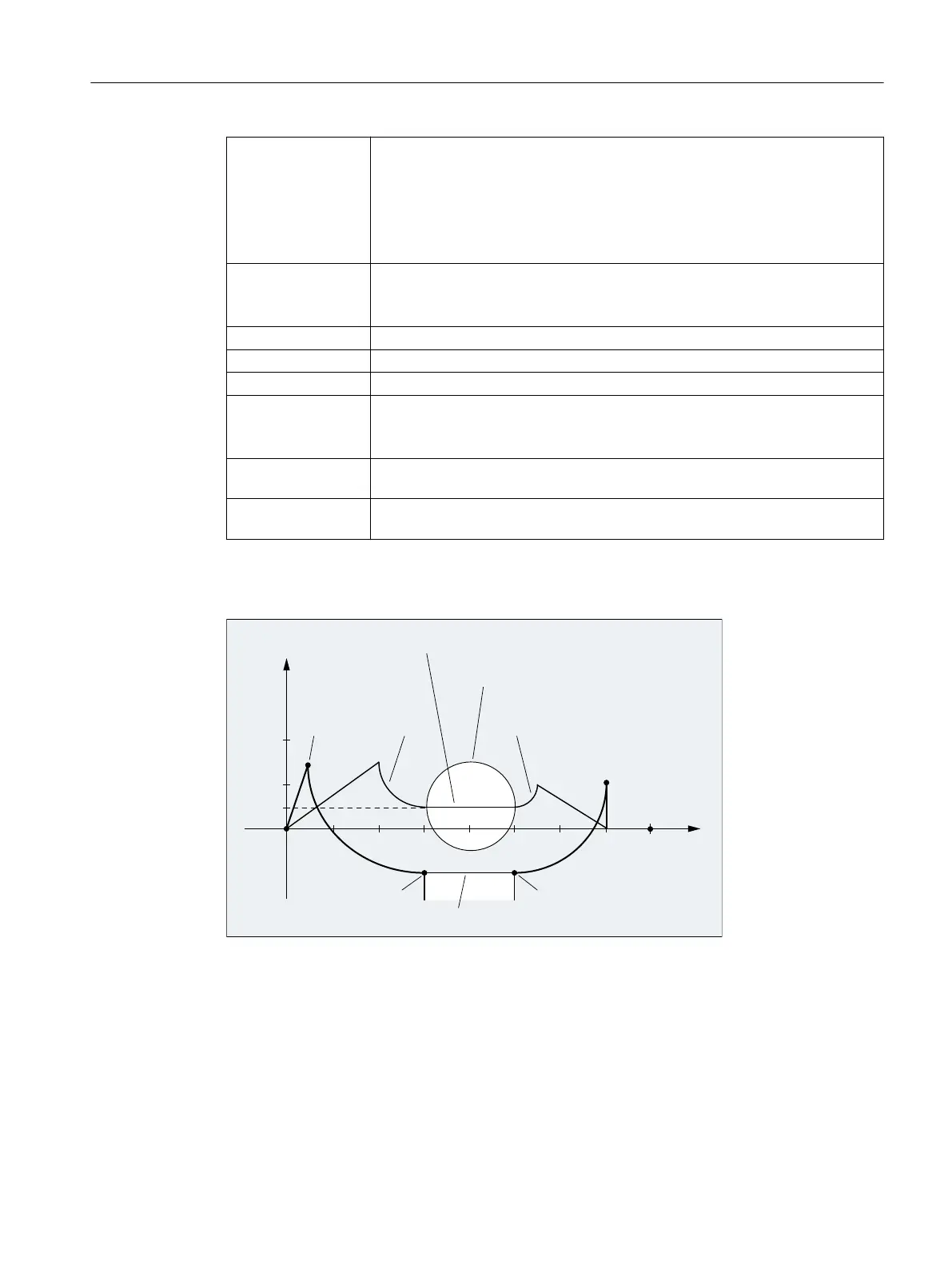
Example
7RROFHQWHUSRLQWSDWK
7RRO
+HOL[6HPLFLUFOH
&RQWRXU
3DSSURDFK
3UHWUDFW
3DSSURDFK
3UHWUDFW
3UHWUDFW
3DSSURDFK
3UHWUDFW
<
;
● Smooth approach (block N20 activated)
● Approach with quadrant (G247)
● Approach direction not programmed, G140 applies, i.e. TRC is active (G41)
● Contour offset OFFN=5 (N10)
Fundamentals
2.10 Tool radius compensation
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 273
 Loading...
Loading...














