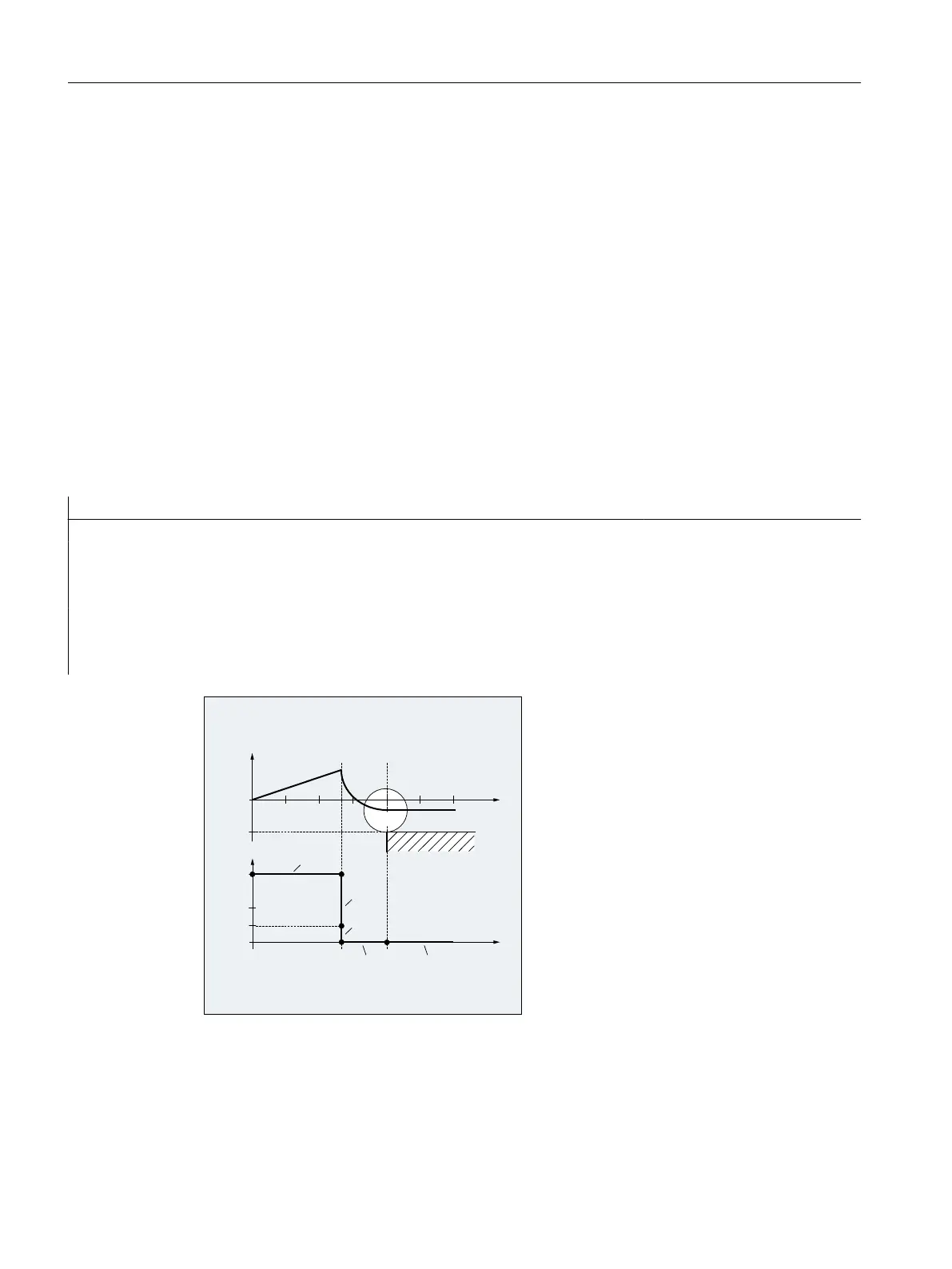
Approach and retraction velocities
● Velocity of the previous block (G0)
All motions from P
0
up to P
2
are executed at this velocity, i.e. the motion parallel to the
machining plane and the part of the infeed motion up to the safety clearance.
● Programming with FAD
Specification of the feedrate for
– G341: Infeed movement perpendicular to the machining plane from P
2
to P
3
– G340: From point P
2
or P
3
to P
4
.
If FAD is not programmed, this part of the contour is traversed at the speed which is
active modally from the preceding block, in the event that no F command defining the
speed is programmed in the SAR block.
● Programmed feedrate F
This feedrate value is effective as of P
3
or P
2
if FAD is not programmed. If no F word is
programmed in the SAR block, the speed of the previous block is active.
Example:
Program code Comment
$TC_DP1[1,1]=120 ;Milling tool T1/D1
$TC_DP6[1,1]=7 ;Tool with 7 mm radius
N10 G90 G0 X0 Y0 Z20 D1 T1
N20 G41 G341 G247 DISCL=AC(5) DISR=13 FAD 500 X40 Y-10 Z=0 F200
N30 X50
N40 X60
...
3
3
3
33
))
*
)
*
=
;
<
;
During retraction, the roles of the modally active feedrate from the previous block and the
programmed feedrate value in the SAR block are reversed, i.e. the actual retraction contour is
traversed with the old feedrate and a new speed programmed with the F word applies from P
2
up to P
0
.
Fundamentals
2.10 Tool radius compensation
NC programming
280 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














