Meaning
CDON: Activating collision detection ("bottleneck detection")
CDON performs a check over an adjustable (MD20240) number of blocks as to whether
the tool paths of non-adjacent blocks intersect. This look-ahead function allows possible
collisions to be detected in advance and permits the control to actively avoid them.
CDOF: Deactivating collision detection ("bottleneck detection")
With CDOF, a search is made in the previous traversing block (at inside corners) for a
common intersection for the current block; if necessary the search is extended to even
earlier blocks. If an intersection is found, no further blocks are examined. With outside
corners, an intersection is always found between two consecutive blocks.
Note:
CDOF can be used to avoid the faulty detection of bottlenecks which may occur due to a
lack of information in the NC program, for example.
CDOF2: Deactivating collision detection for 3D circumferential milling
The tool offset direction is determined from adjacent block parts with CDOF2. CDOF2 is
only effective for 3D circumferential milling and has the same meaning as CDOF for all
other types of machining (e.g. 3D face milling).
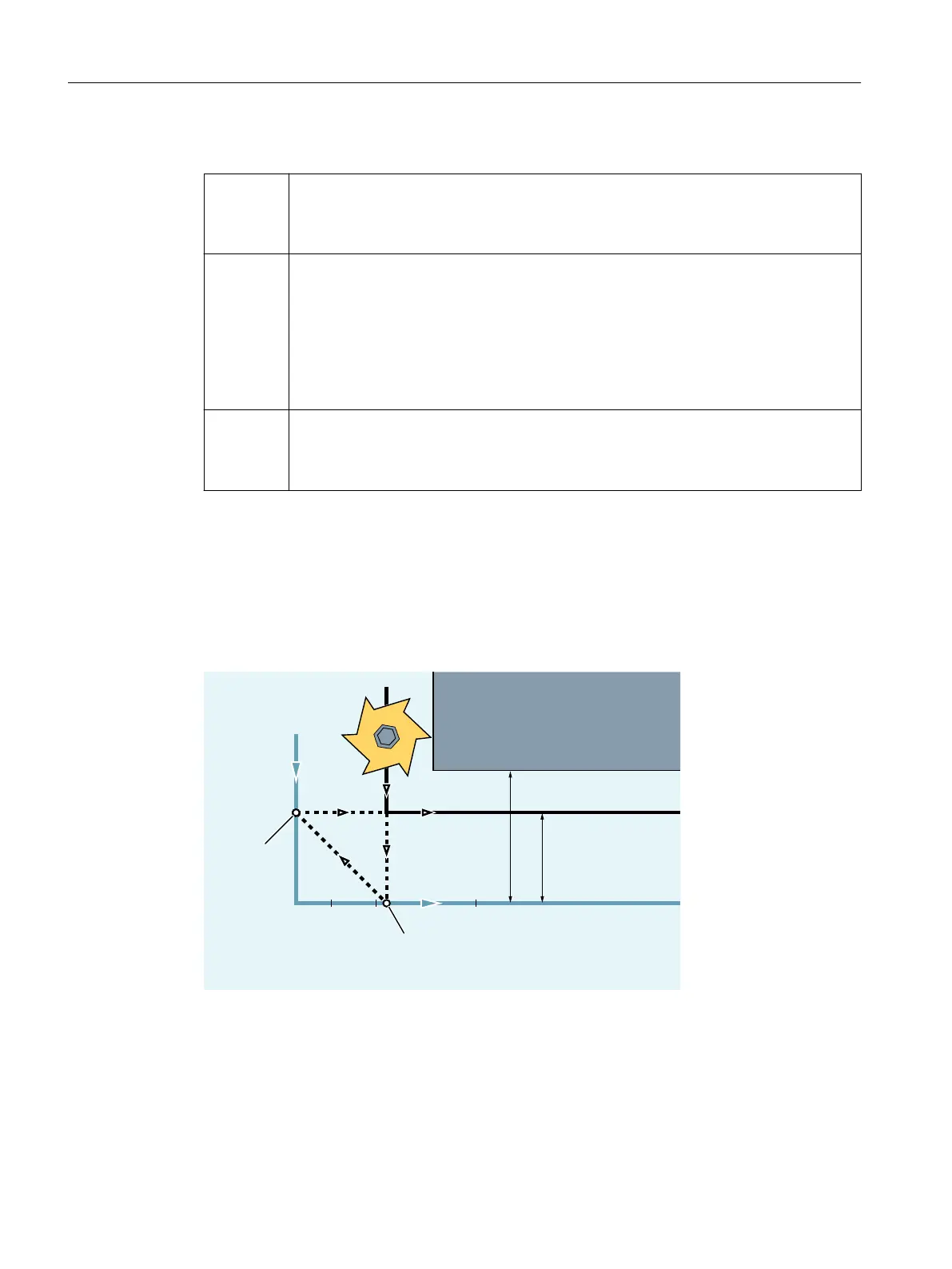
Effect of collision detection using an example
The NC program describes the center point path of a standard tool. The contour for a tool that
is actually used results in undersize, which is shown unrealistically large to demonstrate the
geometric relationships in the following figure.
The control also only has an overview of three blocks in the example:
MD20240 $MC_CUTCOM_MAXNUM_CHECK_BLOCKS = 3
3DUWLDOFRQWRXU
&RPSHQVDW
LQJPRWLRQ
8QGHUVL]H
6WDQGDUGVL]H
2IIVHWSRLQW
LQVWDUWLQJ
SRLQW
RI1
2IIVHWSRLQW
LQHQGSRLQW
RI1
3URJUDPPHG
RULJLQDOSDWK
VWDQGDUGWRRO
&RPSHQVDWHG
QRPLQDOSDWK
RIIVHWFXUYH
1
1
111
Since an intersection exists only between the offset curves of the two blocks N10 and N40, the
two blocks N20 and N30 would have to be omitted. In the example, the control does not know
in block N40 if N10 has to be completely processed. Only a single block can therefore be
omitted.
With active CDOF2, the compensation motion shown in the figure is executed and not stopped.
In this situation, an active CDOF or CDON would result in an alarm.
Fundamentals
2.10 Tool radius compensation
NC programming
286 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














