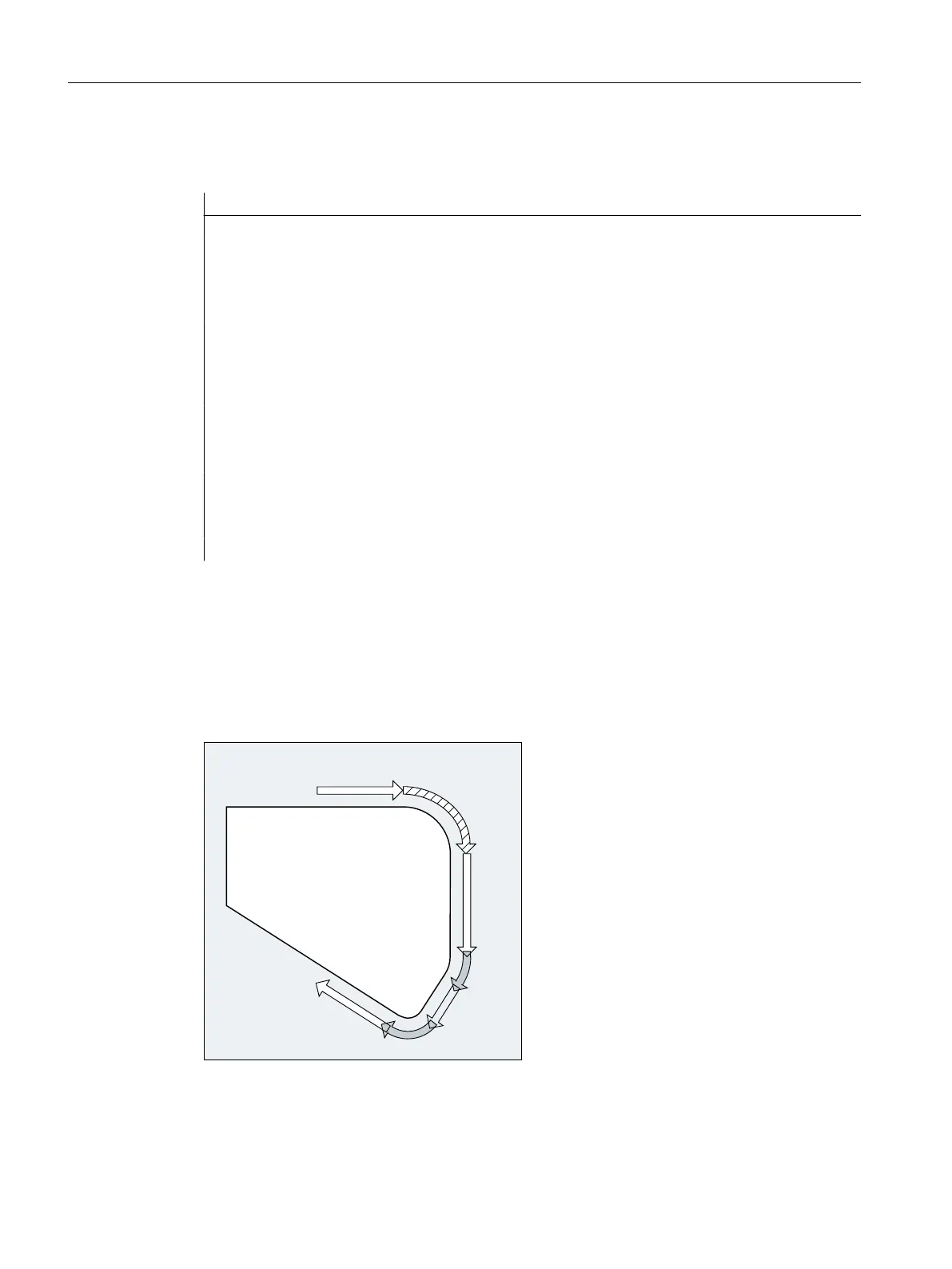
The two outside corners on the groove are to be approached exactly. Otherwise machining
should be performed in continuous-path mode.
Program code Comment
N05DIAMOF ; Radius as dimension
N10 G17 T1 G41 G0 X10 Y10 Z2 S300 M3 ; Approach starting position, acti-
vate spindle, path compensation.
N20 G1 Z-7 F8000 ; Feed in tool.
N30 G641 ADIS=0.5 ; Contour transitions are smoothed.
N40 Y40
N50 X60 Y70 G60 G601 ; Approach position exactly with ex-
act stop fine.
N60 Y50
N70 X80
N80 Y70
N90 G641 ADIS=0.5 X100 Y40 ; Contour transitions are smoothed.
N100 X80 Y10
N110 X10
N120 G40 G0 X-20 ; Deactivate path compensation
N130 Z10 M30 ; Retract tool, end of program.
Further information
Continuous-path mode G64
In continuous-path mode, the tool travels across tangential contour transitions with as constant
a path velocity as possible (no deceleration at block boundaries). LookAhead deceleration is
applied before corners and blocks with exact stop.
Fundamentals
2.11 Path action
NC programming
298 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














