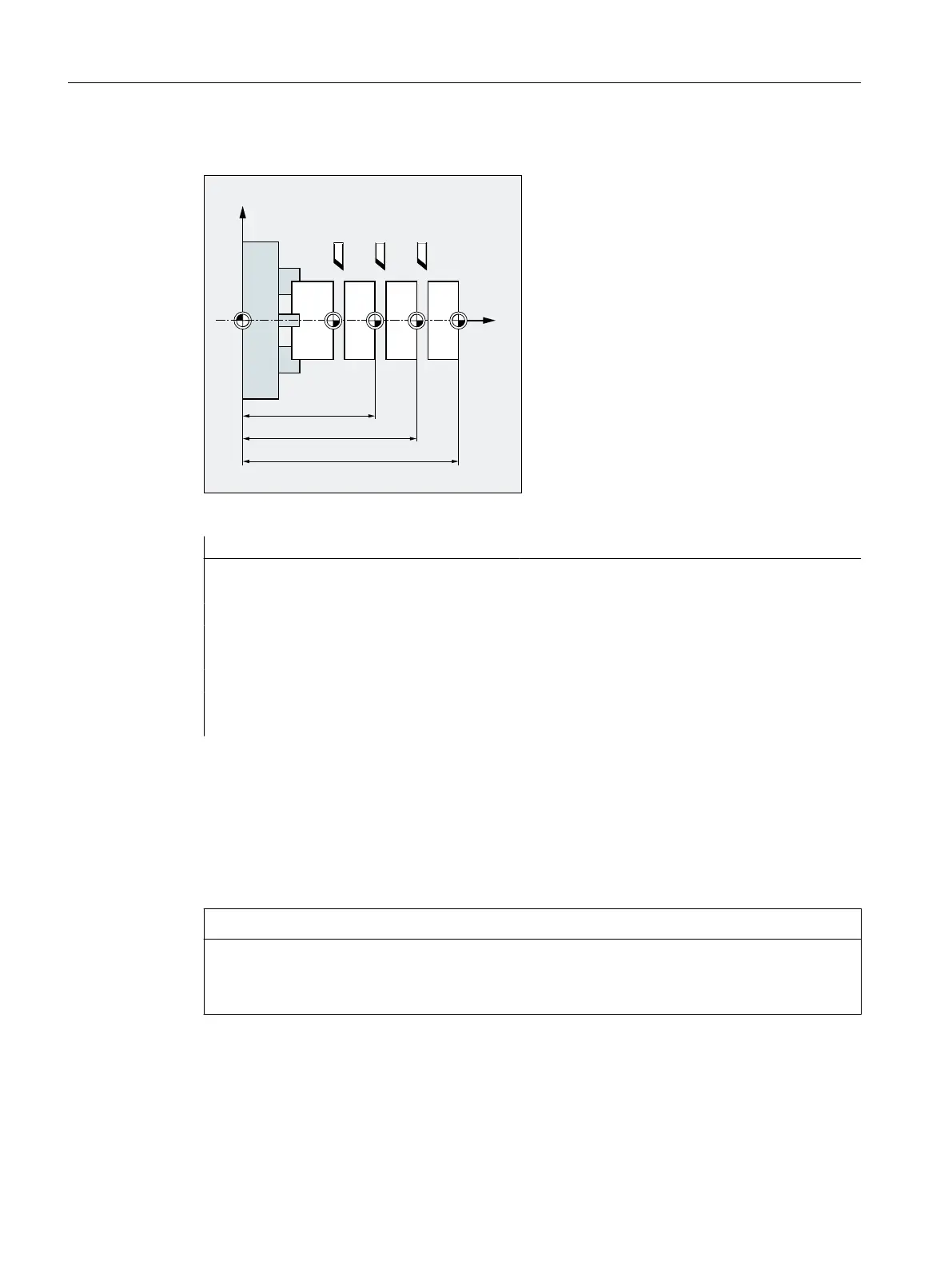
Example 2: Turning
Program code Comment
...
N10 TRANS X0 Z150 ; Absolute offset
N15 L20 ; Subprogram call
N20 TRANS X0 Z140 (or ATRANS Z-10) ; Absolute offset
N25 L20 ; Subprogram call
N30 TRANS X0 Z130 (or ATRANS Z-10) ; Absolute offset
N35 L20 ; Subprogram call
...
Further information
TRANS X... Y... Z...
Translation through the offset values programmed in the specified axis directions (path,
synchronized axes and positioning axes). The reference is provided by the last settable work
offset called (G54 to G57, G505 to G599).
NOTICE
No original frame
The TRANS command resets all frame components of the previously activated programmable
frame.
Fundamentals
2.12 Coordinate transformations (frames)
NC programming
312 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














