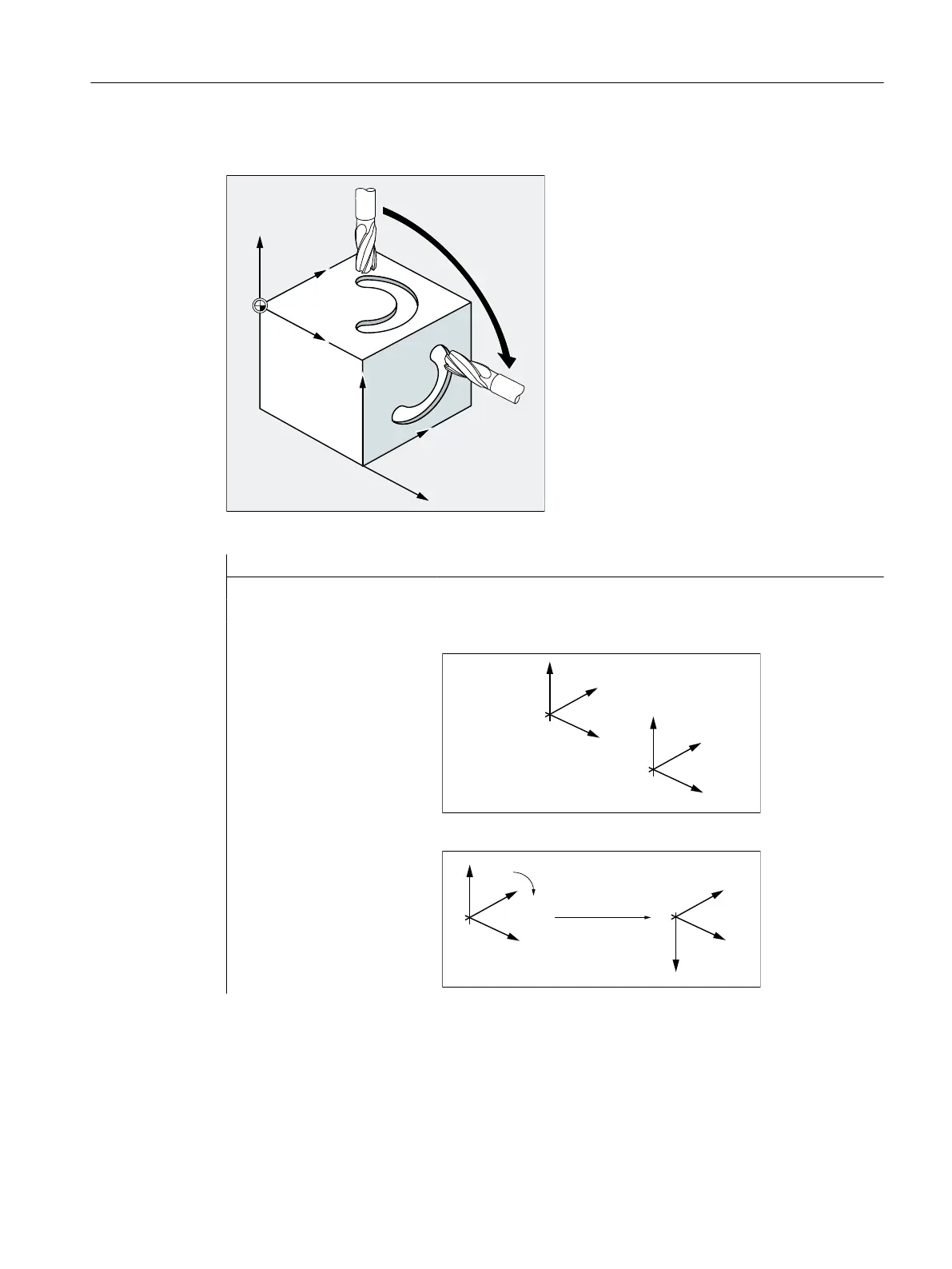
Example 3: Multi-face machining
In this example, identical shapes are ma‐
chined in two workpiece surfaces perpendicu‐
lar to one another via subprograms. In the new
coordinate system on the right-hand work‐
piece surface, infeed direction, working plane
and the zero point have been set up as on the
top surface. Therefore, the conditions required
for the subprogram execution still apply: Work‐
ing plane G17, coordinate plane X/Y, infeed
direction Z.
Program code Comment
N10 G17 G54 ; Working plane X/Y, workpiece zero
N20 L10 ; Subprogram call
N30 TRANS X100 Z-100 ; Absolute offset of the WCS
75$16;=
<
;
=
<
;
=
N40 AROT Y90 ; Additive rotation of the WCS around Y through 90°
Fundamentals
2.12 Coordinate transformations (frames)
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 319
 Loading...
Loading...














