Example
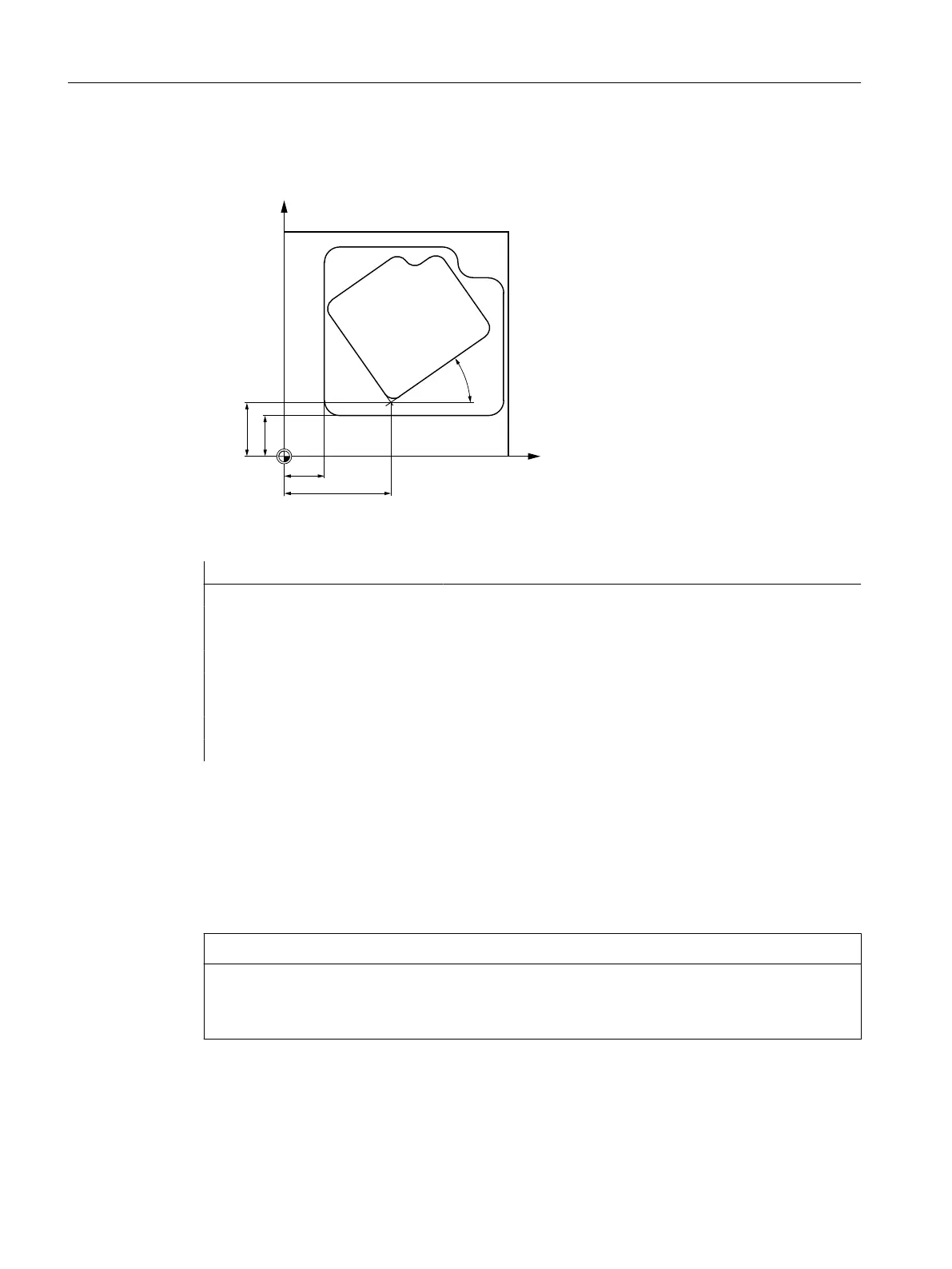
The pocket occurs twice on this workpiece, but
with different sizes and rotated in relation to
one another. The machining sequence is stor‐
ed in the subprogram.
The required workpiece zeroes are set with
zero offset and rotation, the contour is scaled
down with scaling and the subprogram is then
called again.
Program code Comment
N10 G17 G54 ; Working plane X/Y, workpiece zero
N20 TRANS X15 Y15 ; Absolute offset
N30 L10 ; Machine large pocket
N40 TRANS X40 Y20 ; Absolute offset
N50 AROT RPL=35 ; Rotation in the plane through 35°
N60 ASCALE X0.7 Y0.7 ; Scaling factor for the small pocket
N70 L10 ; Machine small pocket
N80G0 X300 Y100 M30 ; Retraction, end of program
Further information
SCALE X... Y... Z...
You can specify an individual scale factor for each axis, by which the shape is to be reduced or
enlarged. The scale refers to the workpiece coordinate system set with G54 to G57, G505 to
G599.
NOTICE
No original frame
The SCALE command resets all frame components of the previously activated programmable
frame.
Fundamentals
2.12 Coordinate transformations (frames)
NC programming
326 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














