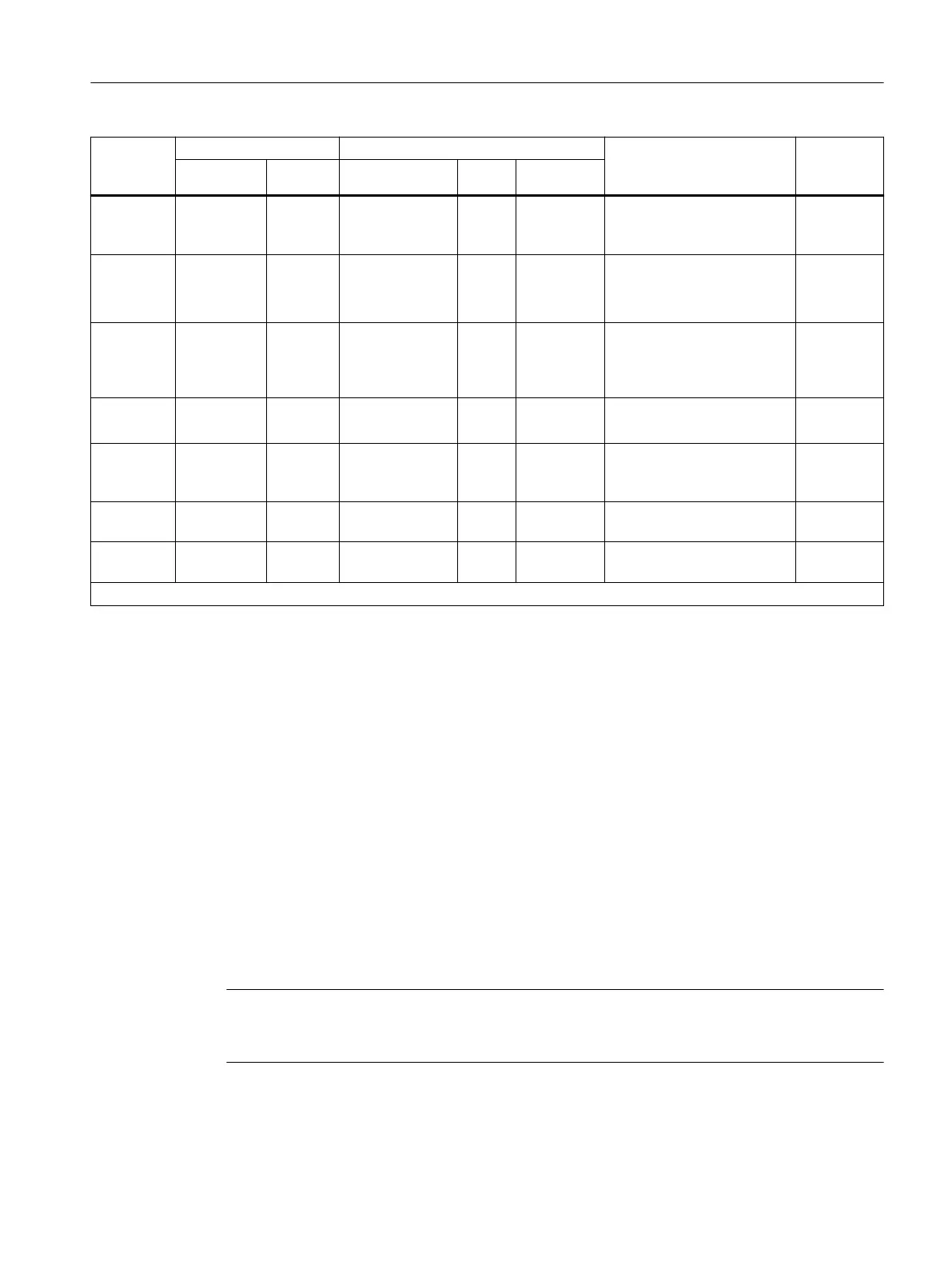
Function Address extension Value Explanations Maximum
number per
block
Meaning Range Range Type Meaning
S Spindle no. 1 - 12 0 ... ± 1.8*10
308
REAL Speed Without spindle number, the
function applies for the mas‐
ter spindle.
3
H Any 0 - 99 0 ...
± 2147483647
± 1.8*10
308
INT
REAL
Any Functions have no effect in
the NC; only to be implemen‐
ted on the PLC.*
3
T Spindle no.
(for active
tool man‐
agement)
1 - 12 0 - 32000
(or tool names
with active tool
management)
INT Tool selec‐
tion
Tool names are not passed
to the PLC interface.
1
D - - 0 - 12 INT Tool offset
selection
D0: Deselection
Default setting: D1
1
DL Location-
dependent
offset
1 - 6 0 ... ± 1.8*10
308
REAL Tool fine
offset selec‐
tion
Refers to previously selec‐
ted D number.
1
F - - 0.001 -
999 999.999
REAL Path fee‐
drate
6
FA Axis No. 1 - 31 0.001 -
999 999.999
REAL Axial fee‐
drate
* The meaning of the functions is defined by the machine manufacturer (see machine manufacturer's specifications).
Further information
Number of function outputs per NC block
Up to 10 function outputs can be programmed in one NC block. Auxiliary functions can also be
output from the action component of synchronized actions.
Grouping
The functions described can be grouped together. Group assignment is predefined for some
M commands. The acknowledgment behavior can be defined by the grouping.
High-speed function outputs (QU)
Functions, which have not been programmed as high-speed outputs, can be defined as high-
speed outputs for individual outputs with the keyword QU. Program execution continues without
waiting for the acknowledgment of the miscellaneous function (the program waits for the
transport acknowledgment). This helps avoid unnecessary hold points and interruptions to
traversing movements.
Note
The appropriate machine data must be set for the "High-speed function outputs" function
(→ machine manufacturer).
Fundamentals
2.13 Auxiliary function outputs
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 343
 Loading...
Loading...














