Example:
Program code
N10 SETINT(2) PRIO=1 ABHEB_Z LIFTFAST
ALF=7
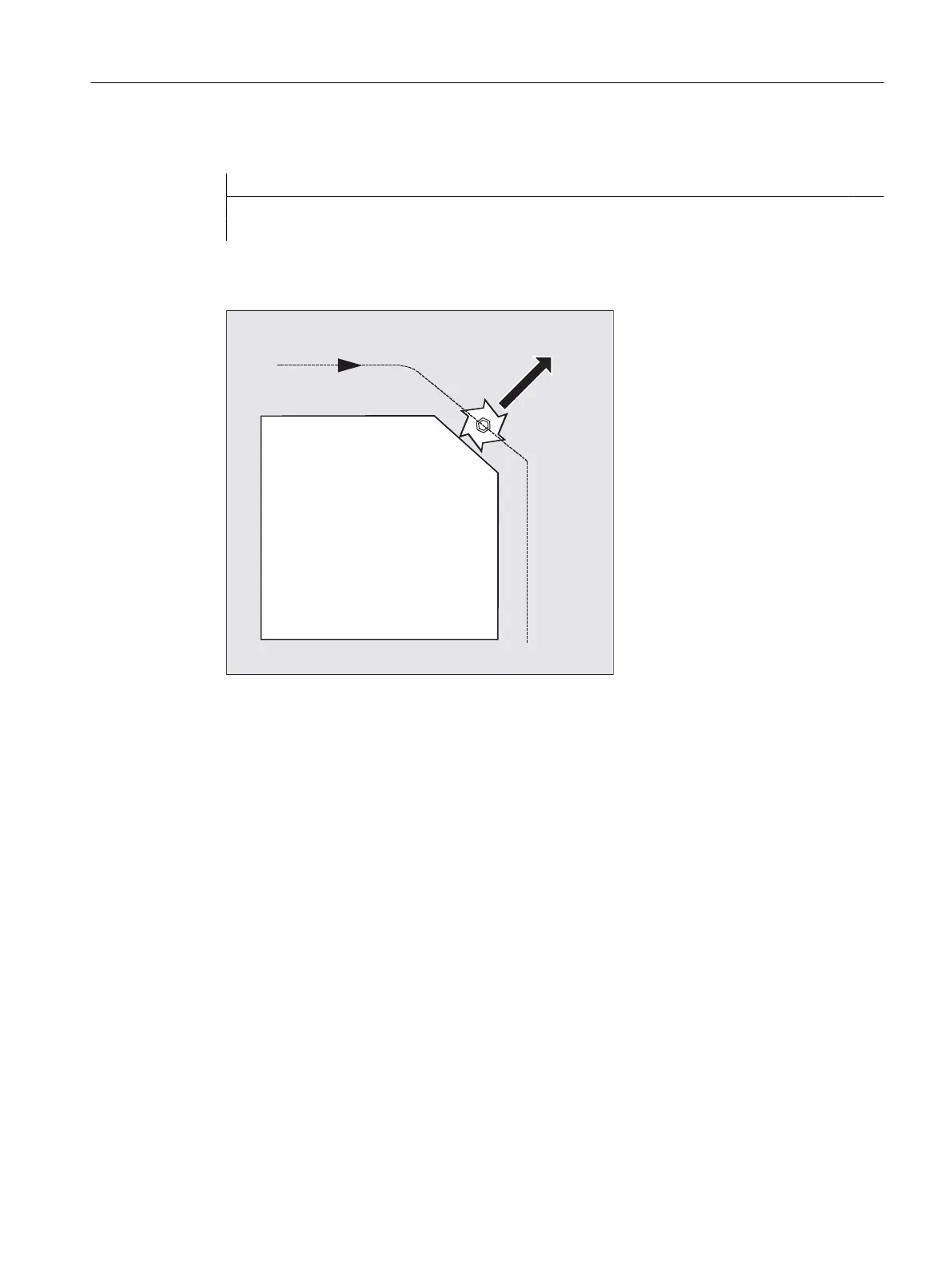
With G41 activated (machining direction to the left of the contour) the tool vertically moves away
from the contour.
Reference plane for defining the traversing direction for LFTXT
At the point of application of the tool to the programmed contour, the tool is clamped at a plane
which is used as a reference for specifying the retraction movement with the corresponding
code number.
The reference plane is derived from the longitudinal tool axis (infeed direction) and a vector
positioned perpendicular to this axis and perpendicular to the tangent at the point of application
of the tool.
Work preparation
3.3 Interrupt routine (ASUB)
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 547
 Loading...
Loading...














