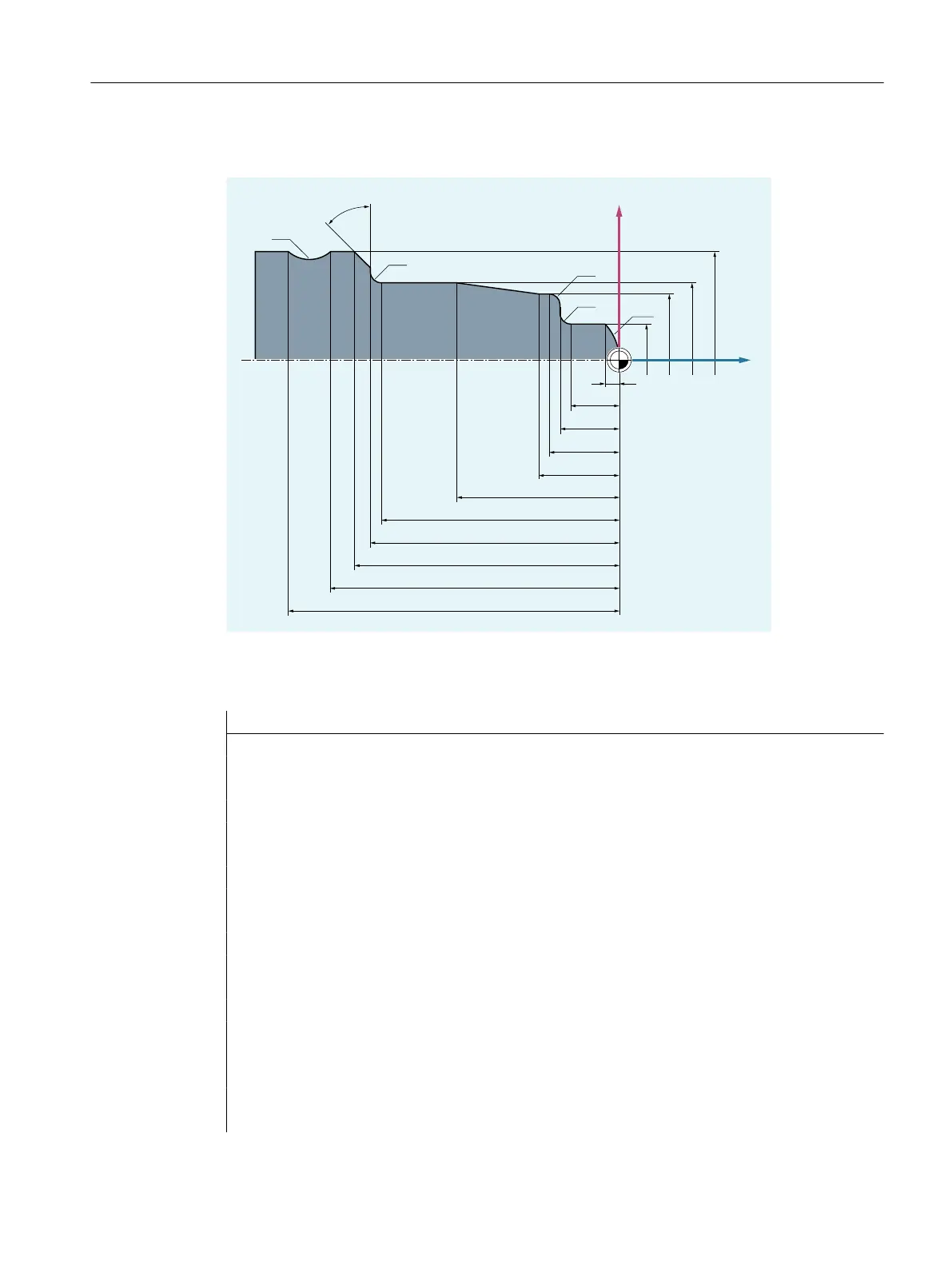
Dimension drawing of the workpiece
5
5
5
5
5
r
;
=
NC program
Program code Comment
N5 G0 G53 X280 Z380 D0 ; Starting point.
N10 TRANS X0 Z250 ; Work offset.
N15 LIMS=4000 ; Speed limitation (G96).
N20 G96 S250 M3 ; Select constant cutting rate.
N25 G90 T1 D1 M8 ; Select tool selection and offset.
N30 G0 G42 X-1.5 Z1 ; Set tool with tool radius compensation.
N35 G1 X0 Z0 F0.25
N40 G3 X16 Z-4 I0 K-10 ; Turn radius 10.
N45 G1 Z-12
N50 G2 X22 Z-15 CR=3 ; Turn radius 3.
N55 G1 X24
N60 G3 X30 Z-18 I0 K-3 ; Turn radius 3.
N65 G1 Z-20
N70 X35 Z-40
N75 Z-57
N80 G2 X41 Z-60 CR=3 ; Turn radius 3.
N85 G1 X46
N90 X52 Z-63
Fundamentals
2.3 Creating an NC program
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 55
 Loading...
Loading...














