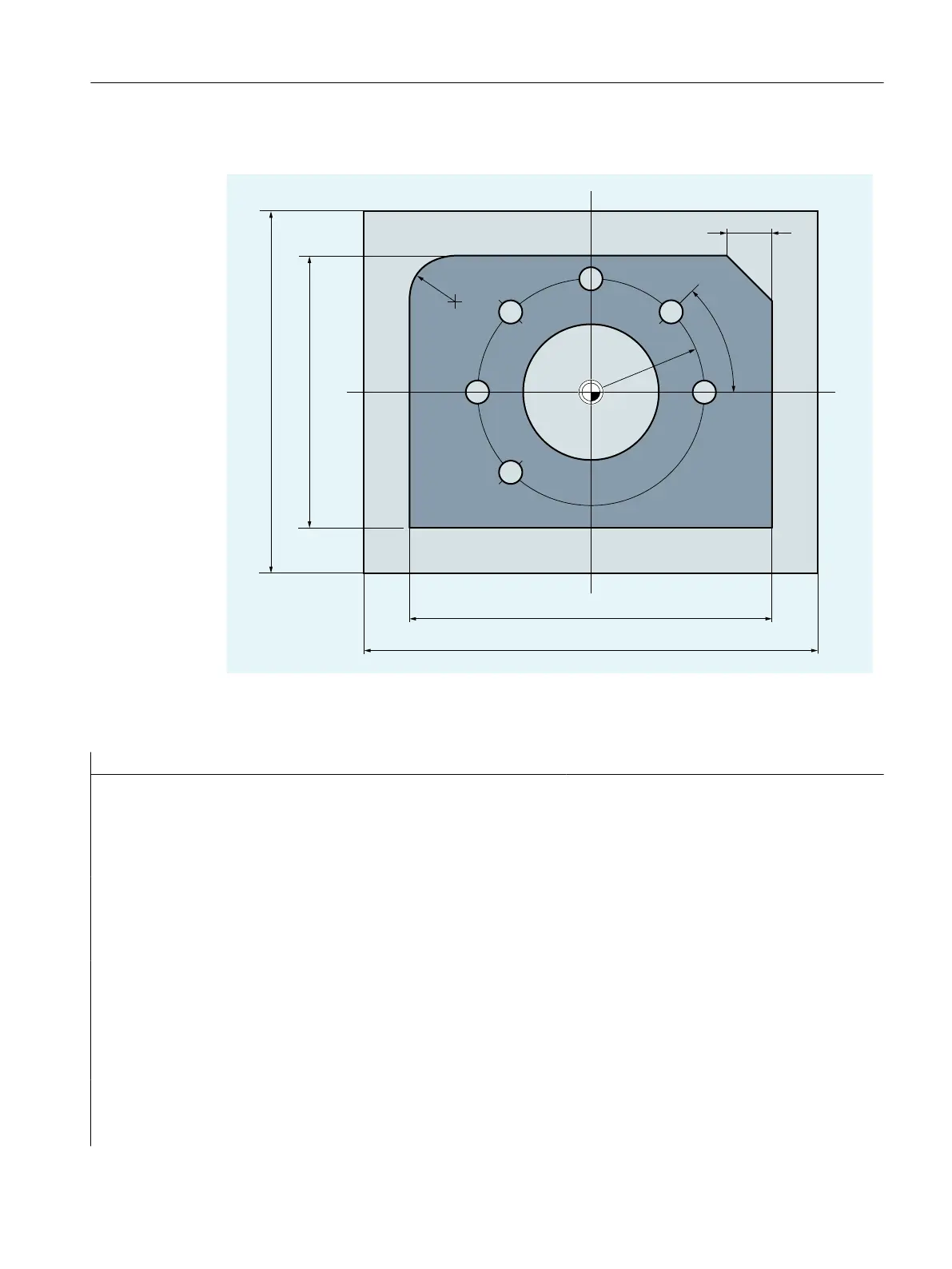
Top view
r
[r
5
5
NC program
Program code Comment
N10 T="PF60" ; Preselection of the tool with name
PF60.
N20 M6 ; Load the tool into the spindle.
N30 S2000 M3 M8 ; Speed, direction of rotation, cooling
on.
N40 G90 G64 G54 G17 G0 X-72 Y-72 ; Basic settings of the geometry and ap-
proach starting point.
N50 G0 Z2 ; Z axis to safety clearance.
N60 G450 CFTCP ; Behavior with active G41/G42.
N70 G1 Z-10 F3000 ; Milling tool to machining depth with
feedrate = 3000 mm/min.
N80 G1 G41 X-40 ; Activation of the milling tool radius
compensation.
N90 G1 X-40 Y30 RND=10 F1200 ; Travel to the contour with feedrate =
1200 mm/min.
N100 G1 X40 Y30 CHR=10
N110 G1 X40 Y-30
N120 G1 X-41 Y-30
Fundamentals
2.3 Creating an NC program
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 57
 Loading...
Loading...














