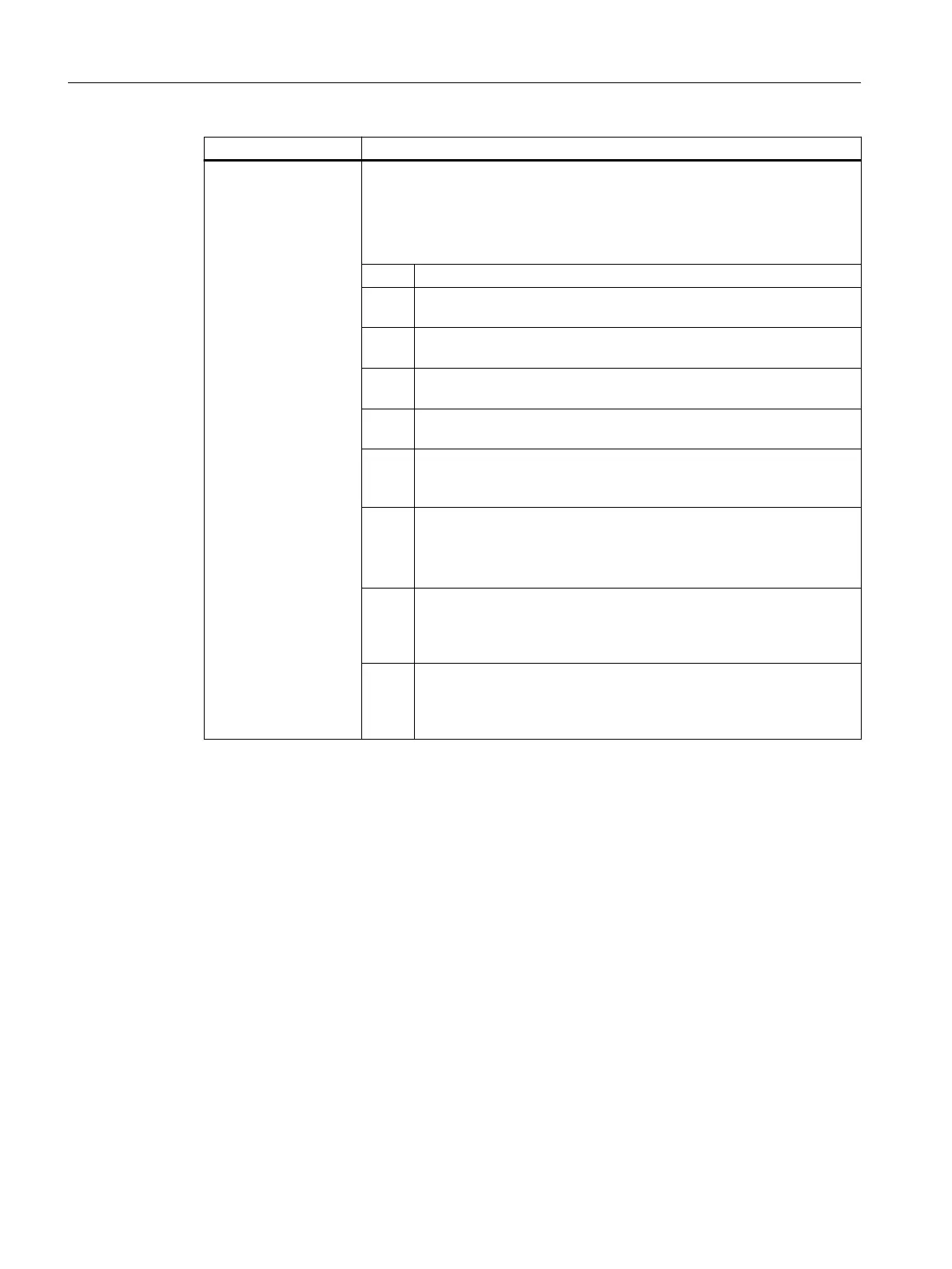
System variable Meaning
$P_CUTMOD_ERR Error state after the last call of the CUTMOD function
The CUTMOD function can also be called implicitly for a tool change. At a
reset, the variable is reset to zero. It is reset at every tool change and, if
required, rewritten.
The variable is bit-coded. The bits have the following meanings:
Bit 0: No valid cut direction is defined for the active tool.
Bit 1: The cutting edge angle (clearance angle and holder angle) of the
active tool are both zero.
Bit 2: The clearance angle of the active tool has an impermissible value (<
0° or > 180°).
Bit 3: The holder angle of the active tool has an impermissible value (< 0° or
> 90°).
Bit 4: The plate angle of the active tool has an impermissible value (< 0° or
> 90°).
Bit 5: The cutting edge position - holder angle combination of the active tool
is not permitted (the holder angle must be ≤ 90° for cutting edge po‐
sition 1 to 4; for cutting edge positions 5 to 8 it must be ≥ 90°).
Bit 6: Illegal rotation of the active tool.
The tool was rotated out of the active machining plane by ± 90° (with
a tolerance of about 1°). The cutting edge position is therefore no
longer defined in the machining plane.
Bit 7: The cutting plate is not in the machining plane and the angle between
the cutting plate and the machining plane exceeds the upper limit
specified with the setting data SD42998 $SC_CUT‐
MOD_PLANE_TOL.
Bit 8: The cutting plate is not in the machining plane. Angle α is greater than
1°. Angle α is the angle of rotation around the coordinate axis which is
perpendicular to the axis of rotation of angle β as well as to the axis of
rotation of angle γ (the X axis for G18).
$P_...: Preprocessing variables
$AC_...: Main run variables
All main run variables can be read in synchronized actions. A read access operation from the
preprocessing generates a preprocessing stop.
Plane change
To determine the modified cutting edge position, cutting direction and holder or clearance
angle, the evaluation of the cutting edge in the active plane (G17 - G19) is decisive.
However, if setting data SD42940 $SC_TOOL_LENGTH_CONST (change of the tool length
component when selecting the plane) has a valid non-zero value (plus or minus 17, 18 or 19),
its contents define the plane in which the relevant quantities are evaluated.
This priority rule of the setting data over the G code can be deactivated by setting bit 18 of the
machine data $MC_TOOL_PARAMETER_DEF_MASK. This means that when this bit is set,
the plane defined with the G command of group 6 is still valid.
Work preparation
3.13 Tool offsets
NC programming
804 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














