G41: Command for activating the tool radius compensation with machining direction left of
the contour
G42: Command for activating the tool radius compensation with machining direction right
of the contour
G40: Command for deactivating the tool radius compensation
Additional information on G40/G41/G42 is provided in the section "Tool radius compensation
(Page 251)".
Examples
Example 1: Tool change with T command (turning)
Program code Comment
N10, T1, D1 ; Load tool T1 and activate tool offset data block D1 of T1.
N11 G0 X... Z... ; The tool length compensations are applied.
N50, T4, D2 ; Load tool T4 and activate tool offset data block D2 of T4.
...
N70 G0 Z... D1 ; Activate other cutting edge D1 for tool T4.
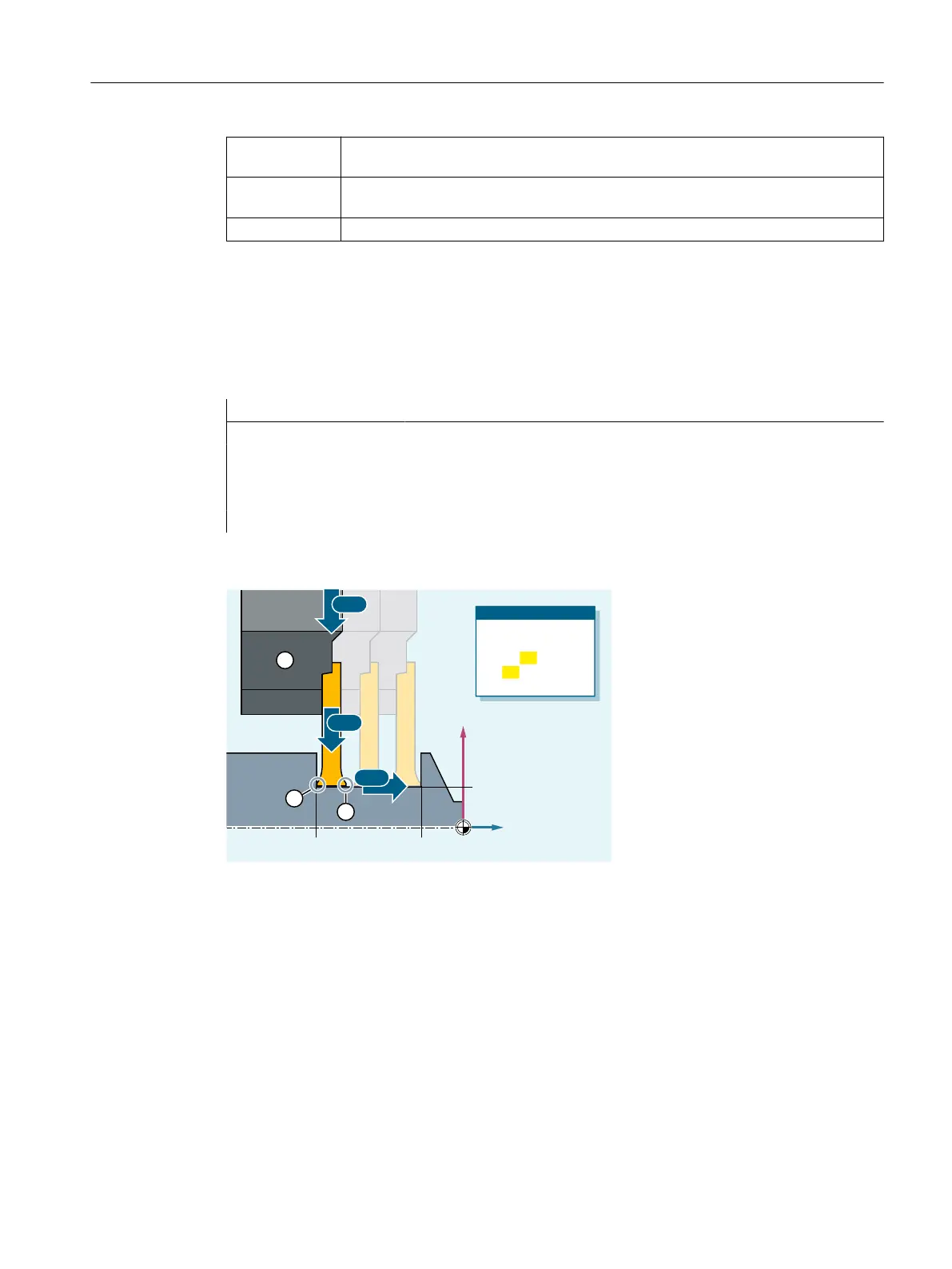
Example 2: Different correction values for the left and right cutting edges of a grooving tool
3DUWSURJUDP
;
=
17
1*;=
1*';
1'=
1
1
1
① Plunge turning tool (T2)
② Cutting edge D1
③ Cutting edge D6
See also
Tool radius compensation (Page 68)
Fundamentals
2.5 Tool offsets
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 81
 Loading...
Loading...














