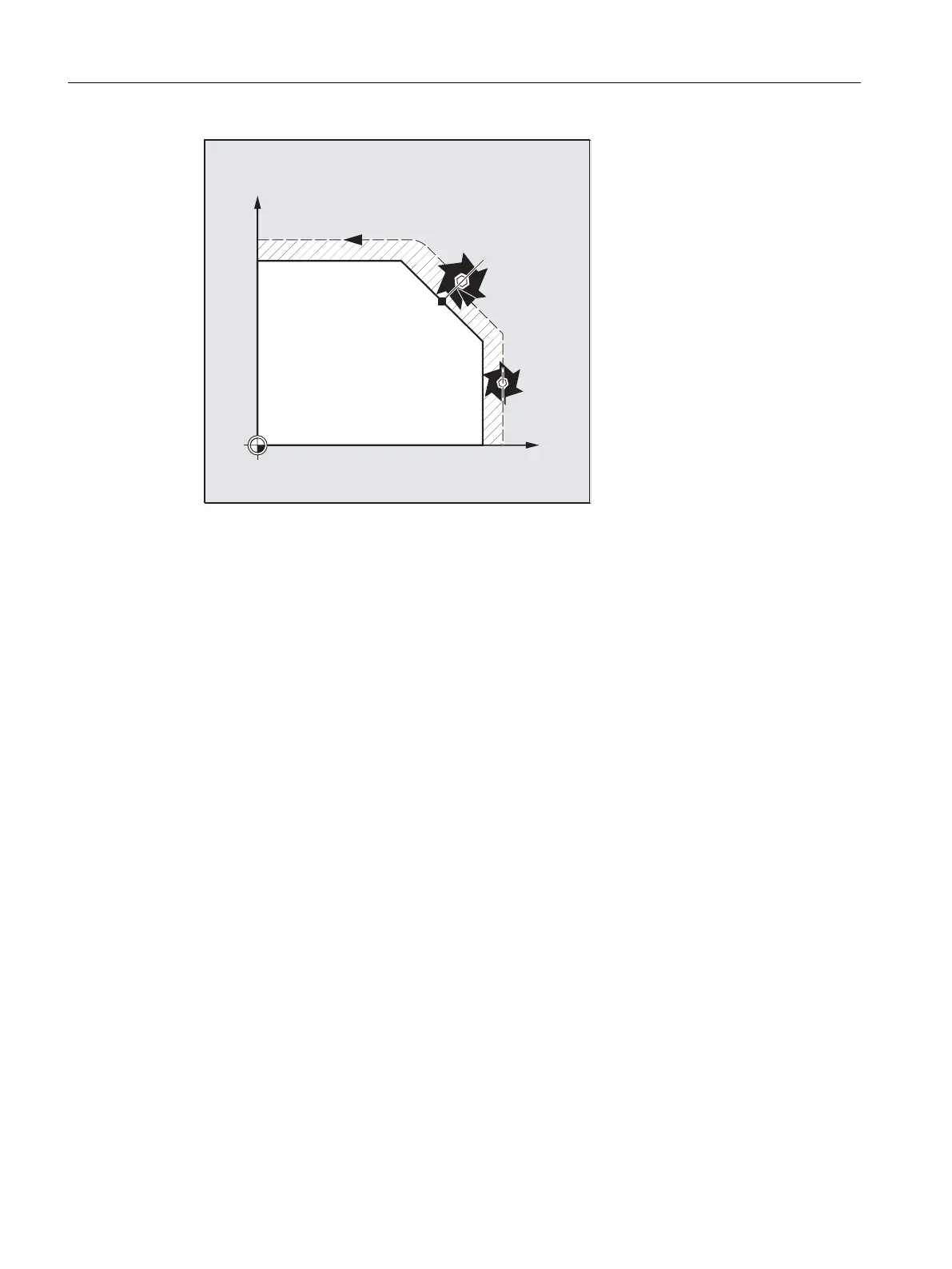
Approach contour
The motion with which the tool is repositioned on the contour can be programmed. Enter zero
for the addresses of the axes to be traversed.
The REPOSA, REPOSQA and REPOSHA commands automatically reposition all axes.
Individual axis names need not be specified.
When the commands REPOSL, REPOSQ and REPOSH are programmed, all geometry axes
are traversed automatically, i.e. they do not have to be specified in the command. All other axes
must be specified in the commands.
The following applies to the REPOSH and REPOSQ circular motions:
The circle is traversed in the specified working planes G17 to G19.
If you specify the third geometry axis (infeed direction) in the approach block, the repositioning
point is approached along a helix in case the tool position and programmed position in the
infeed direction do not coincide.
Work preparation
3.14 Path traversing behavior
NC programming
860 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














