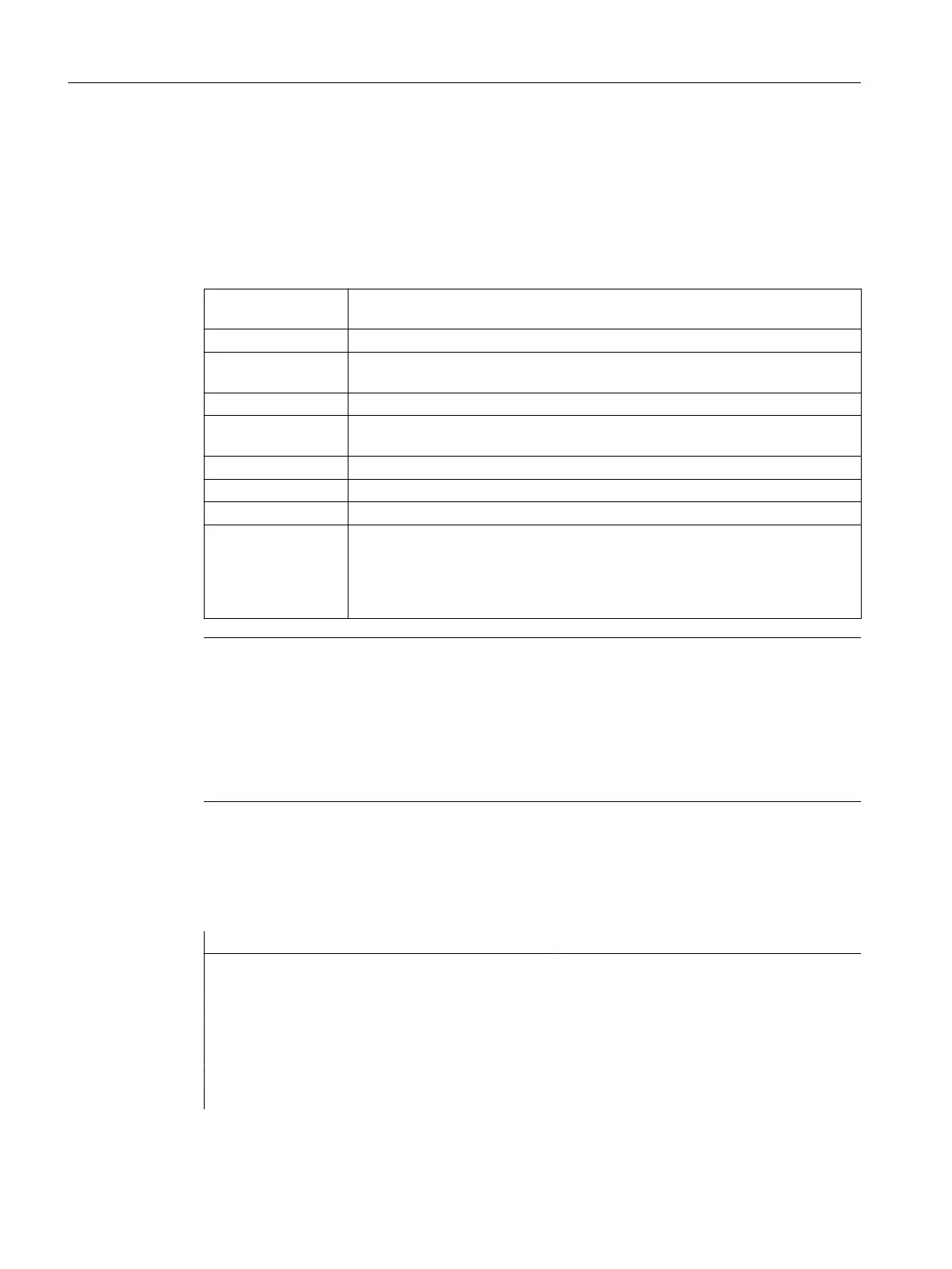
AXTOSPI(A) or AXTOSPI(B) or AXTOSPI(C)
AXSTRING( SPI(n) )
ISAXIS(<geometry axis number>)
<Modulo position>=MODAXVAL(<axis>,<axis position>)
Meaning
AXNAME: Converts an input string into axis identifiers; the input string must contain a valid
axis name.
AX: Variable axis identifier
SPI: Converts the spindle number into an axis identifier; the transfer parameter must
contain a valid spindle number.
n: Spindle number
AXTOSPI: Converts an axis identifier into an integer spindle index. "AXTOSPI" corresponds
to the inverse function to "SPI".
X, Y, Z: Axis identifier of AXIS type as variable or constant
AXSTRING: The string is output with the associated spindle number.
ISAXIS: Checks whether the specified geometry axis exists.
MODAXVAL: For modulo rotary axes, determines the modulo position; this corresponds to the
modulo rest referred to the parameterized modulo range (in the default setting,
this is 0 to 360 degrees; the start and size of the modulo range can be changed
using MD30340 MODULO_RANGE_START and MD30330 $MA_MODU‐
LO_RANGE).
Note
SPI extensions
The axis function SPI(n) can also be used to read and write frame components. This means that
frames can be written, e.g. with the syntax $P_PFRAME[SPI(1),TR]=2.22.
An axis can be traversed by additionally programming axis positions using the
address AX[SPI(1)]=<axis position>. The prerequisite is that the spindle is either in the
positioning or axis mode.
Examples
Example 1: AXNAME, AX, ISAXIS
Program code Comment
OVRA[AXNAME("Transverse axis")]=10 ; Override for transverse axis
AX[AXNAME("Transverse axis")]=50.2 ; End position for transverse axis
OVRA[SPI(1)]=70 ; Override for spindle 1
AX[SPI(1)]=180 ; End position for spindle 1
IF ISAXIS(1) == FALSE GOTOF CONTINUE ; Abscissa available?
AX[$P_AXN1]=100 ; Move abscissa
CONTINUE:
Work preparation
3.15 Axis functions
NC programming
876 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














