Programming and Operating Manual (Turning)
122 01/2017
Cancellation of compensation by M2
If the offset mode is canceled with M2 (program end) without writing the command G40, the last block with coordinates ends
in the normal offset vector setting.
compensating movement is executed. The program ends with this tool position.
When programming, pay special attention to cases where the contour path for inner corners is smaller than the tool radius;
and smaller than the diameter for two successive inner corners.
Such cases should be avoided.
Also check over multiple blocks that the contour contains no "bottlenecks".
When carrying out a test/dry run, use the largest tool radius you are offered.
If very sharp outside corners occur in the contour with active G451 intersection, the control system automatically switches to
transition circle. This avoids long idle motions.
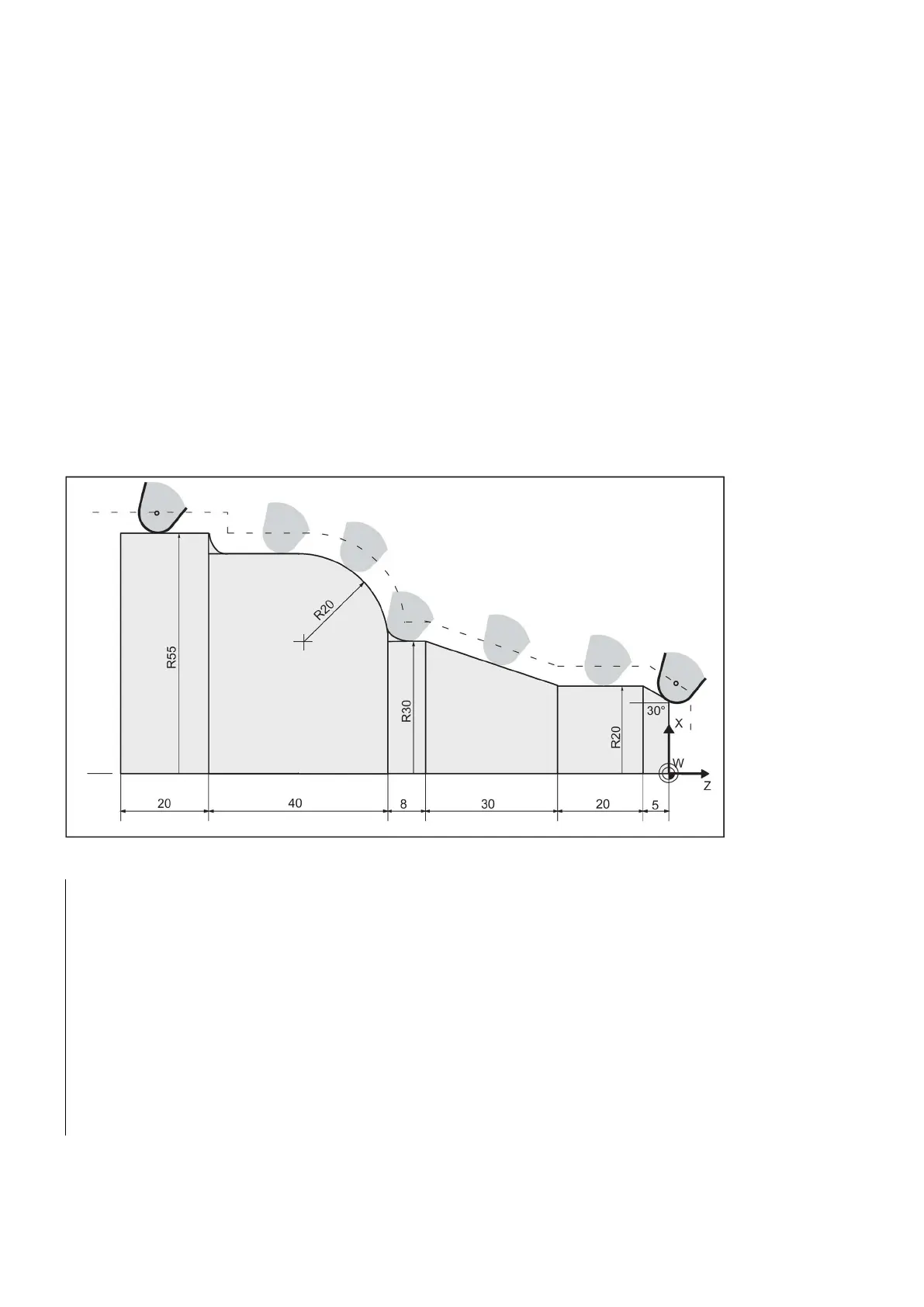
Example of tool radius compensation (turning)
See the following example of tool radius compensation, cutting edge radius shown magnified:
N10 DIAMOF F0.15 S1000 M3
; Radius dimension, technological values
; Start compensation mode
N40 G91 X20 CHF=(5* 1.1223 )
; Insert chamfer, 30 degrees
; Terminate compensation mode