Programming and Operating Manual (Turning)
54 01/2017
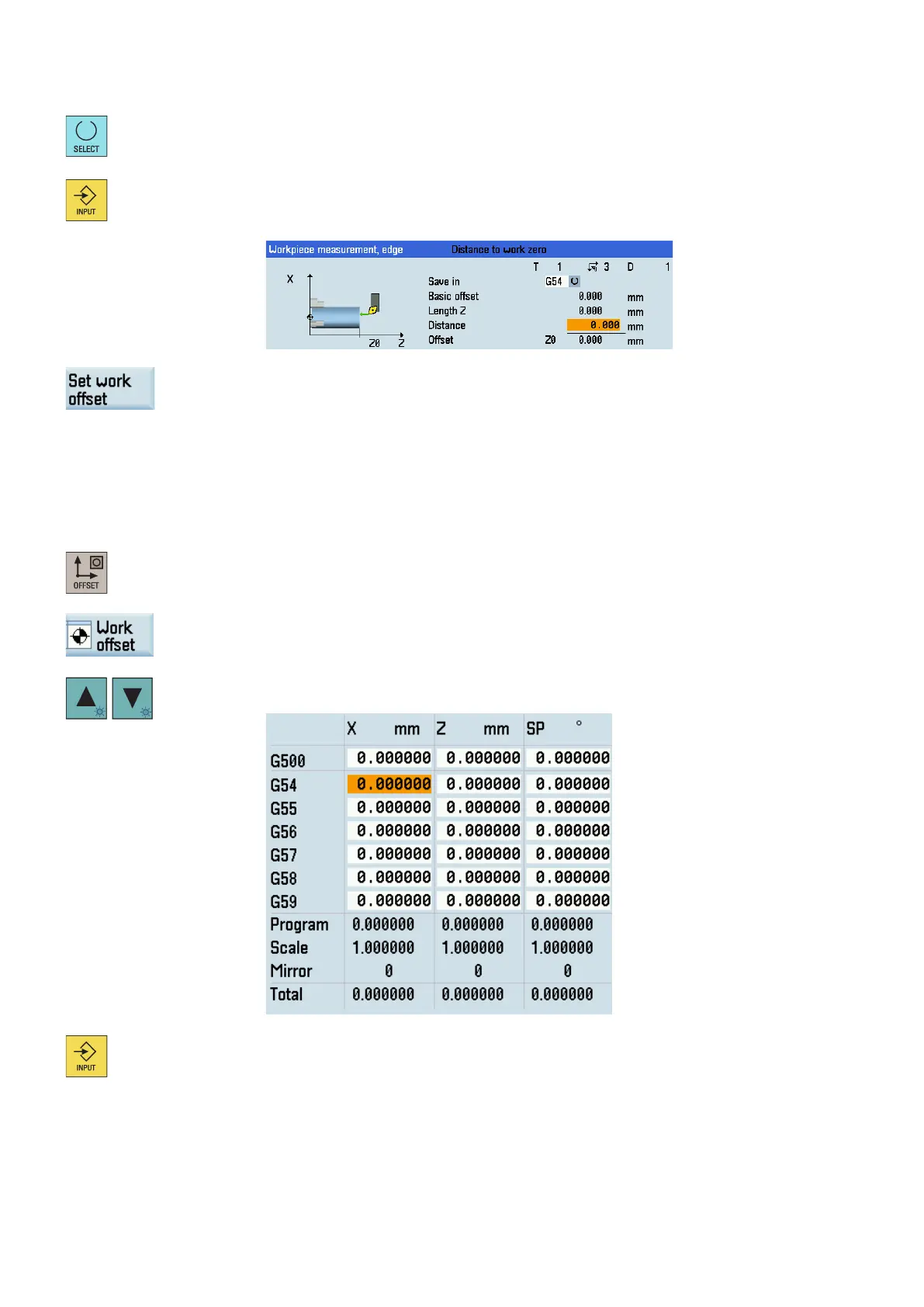
Select the offset plane to save in (for example, G54).
Enter the distance (for example, "0").
Press this key or move the cursor to confirm your input.
Press this vertical softkey. The work offset of the Z axis is calculated automatically and
dis
played in the offset field.
Entering/modifying workpiece offsets
Operating sequence
In case of any problems found when testing the tool offset result, you can proceed through the following steps to make tiny
adjustment of values:
Select the offset operating area.
Open the list of work offsets. The list contains the values of the basic offset of
the pro-
grammed work offset and the active scaling factors, the mirror status display and the total of
all active work offsets.
Use the cursor keys to position the cursor bar in the input fields to be modified and enter the
values.
Confirm your entries. The changes to the work offsets are activated immediately.