Programming and Operating Manual (Turning)
200 01/2017
CON02_E:;************* CONTOUR ENDS ************
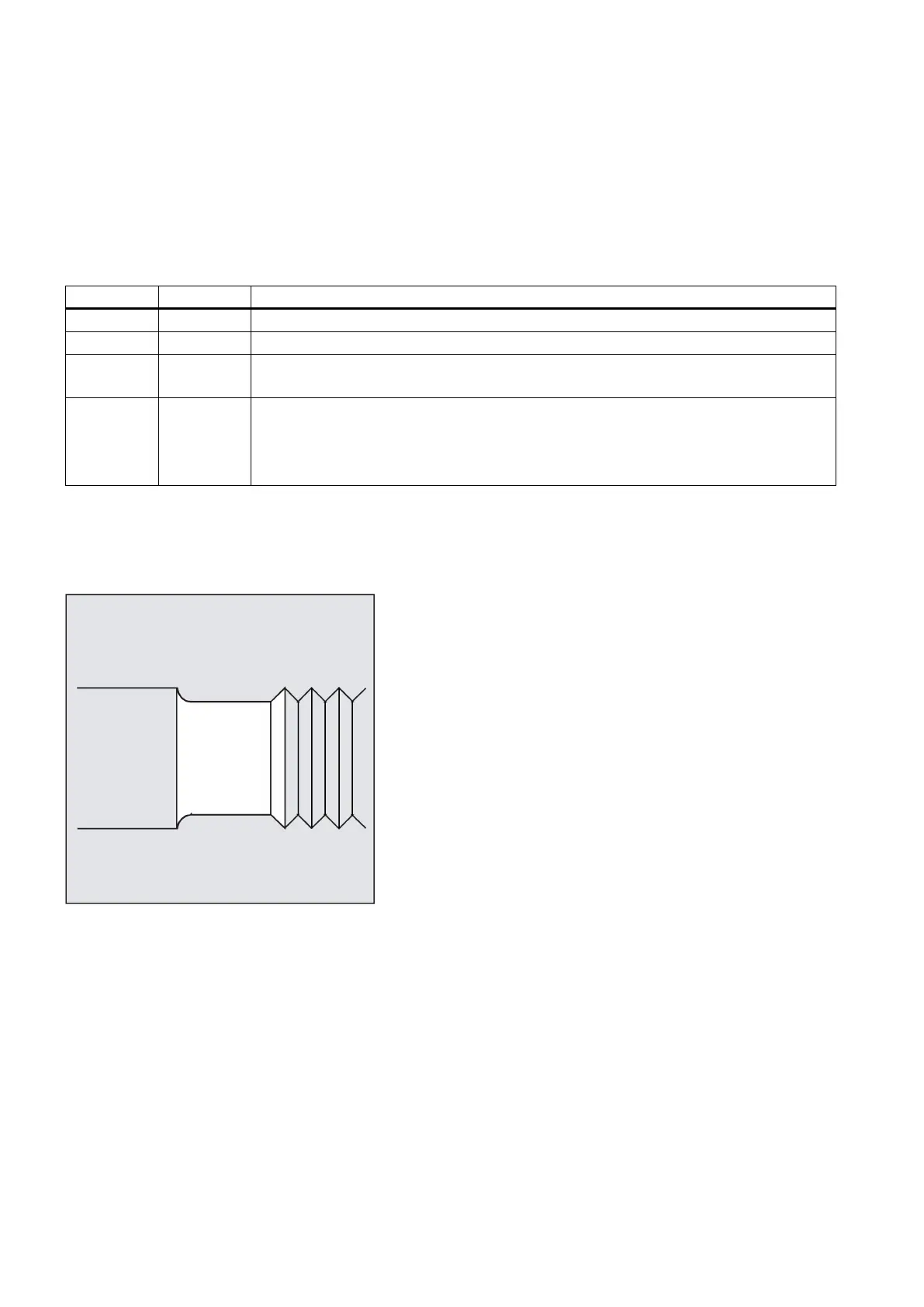
Thread undercut - CYCLE96
Programming
CYCLE96 (DIATH, SPL, FORM, VARI)
Nominal diameter of the thread
Starting point of the correction in the longitudinal axis
FORM CHAR Definition of the form
Values: A (for form A), B (for form B), C (for form C), D (for form D)
VARI INT Specification of undercut position
Values:
0: According to tool point direction
You can use this cycle to perform thread undercuts to DIN76 for parts with a metrical ISO thread.
See the following illustration for CYCLE96:
Sequence
Position reached prior to cycle start:
The starting position is any position from which each thread undercut can be approached without collision.
The cycle creates the following sequence of motions:
● Approach of the starting point determined in the cycle by using G0
● Selection of the tool radius compensation according to the active tool point direction. Traversing along the undercut
contour using the feedrate programmed before the cycle was called
● Retraction to the starting point with G0 and deselection of the tool radius compensation with G40