Programming and Operating Manual (Turning)
100 01/2017
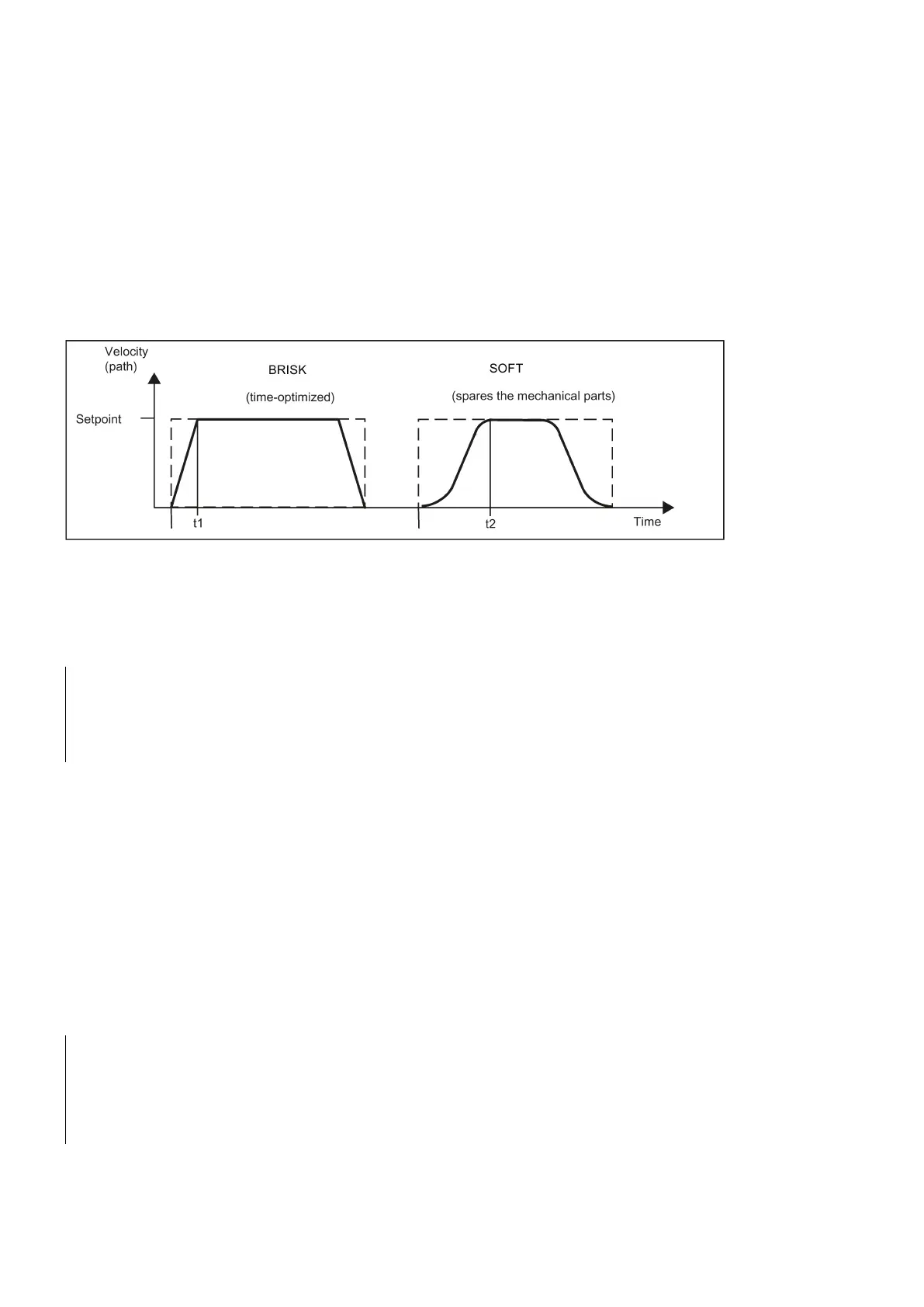
Acceleration pattern: BRISK, SOFT
BRISK
The axes of the machine change their velocities using the maximum permissible acceleration value until reaching the final
velocity. BRISK allows time-optimized working. The set velocity is reached in a short time. However, jumps are present in
the acceleration pattern.
The axes of the machine accelerate with nonlinear, constant curves until reaching the final velocity. With this jerk-free
acceleration, SOFT allows for reduced machine load. The same behavior can also be applied to braking procedures.
See the following illustration for principle course of the path velocity when using BRISK or SOFT:
; Jerking path acceleration
; Jerk-limited path acceleration
; Jerk-limited path acceleration
; continuing with jerking path acceleration
Dwell Time: G4
Functionality
Between two NC blocks you can interrupt the machining process for a defined period by inserting your
with G4;
e.g. for relief cutting.
Words with F... or S... are only used for times in this block. Any previously programmed feedrate F or a spindle speed S
remain valid.
; Dwell time in spindle revolutions
;dwelling 30 revolutions of the spindle, corresponds at
; S=300 rpm and 100 % speed override to: t=0.1 min
;Feed and spindle speed remain effective