Programming and Operating Manual (Turning)
52 01/2017
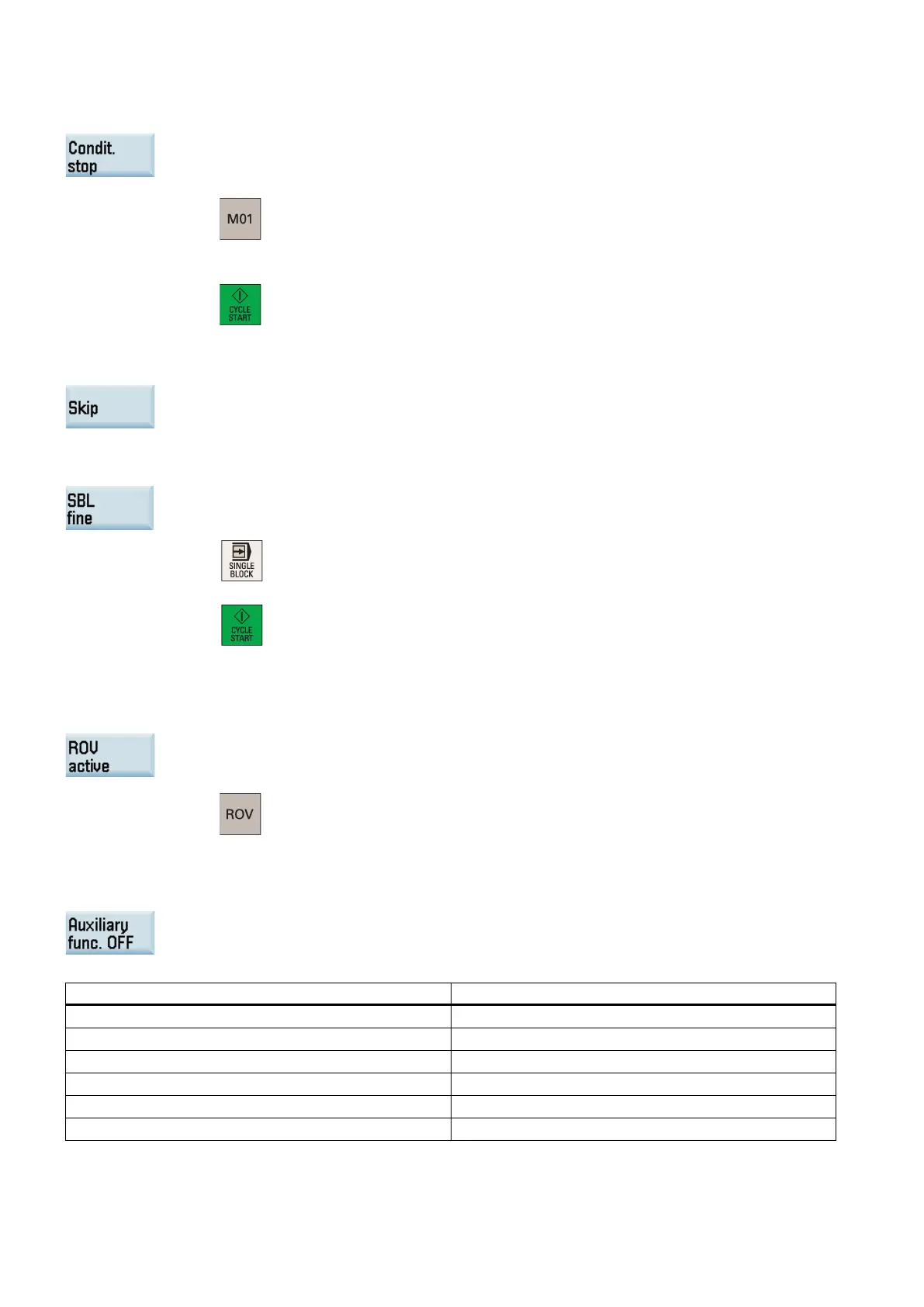
With this softkey activated, the processing of the program stops at the end of every block containing
M01. In this way, you can check the result already obtained during the mach
ining of a workpiece.
This softkey functions the same as the following key on the MCP:
Note that in order to continue executing the program, press the following key again:
It is possible to skip program blocks, which are not to be executed every time the pr
ogram runs.
y activated, the program blocks identified with a slash in front of the block number
(e.g. "/N100") are skipped during machining. Several consecutive blocks can be skipped.
With this softkey activated, the system can interrupt the machining of the workpiece after each
program block. In
this way, you can control the machining result block-by-block and check individu-
al machining steps. This softkey functions the same as the following key on the MCP:
The program is advanced to the next block via the following key:
However, for the thread blocks (G33), a stop is performed at the end of the current thread block
only with dry run feedrate activated.
this softkey activated, the traversing speed of the axes in the rapid traverse mode (G00) can
be controlled via the feedrate override switch on the MCP.
This softkey functions the same as the following key on the MCP:
It is recommended that you keep this function activated for easy feedrate control during machining.
his softkey activated, the part program is executed with the spindle disabled and all auxiliary
functions (see below) suppressed.