Programming and Operating Manual (Turning)
118 01/2017
; Tool length offset effective in Z axis
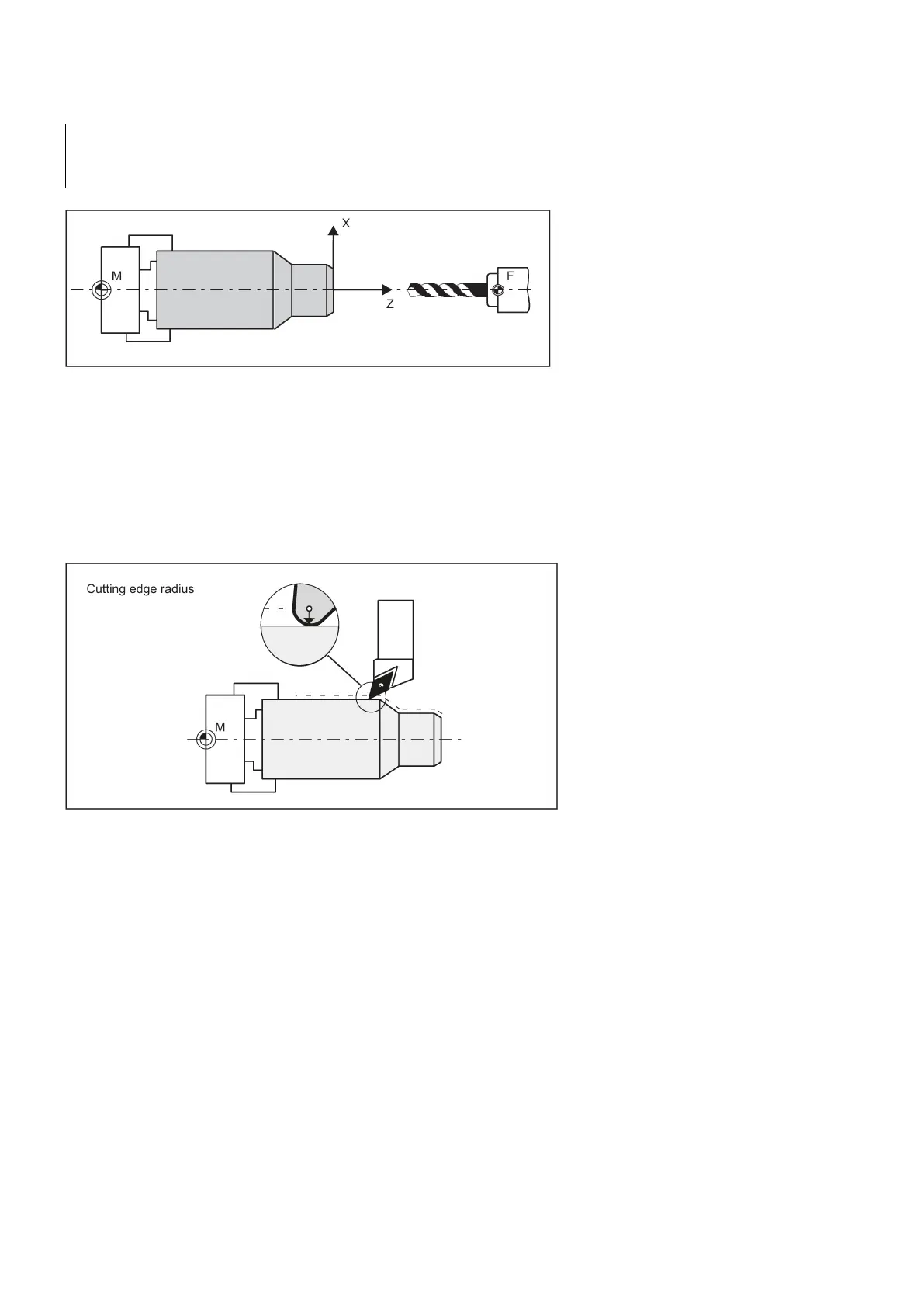
Selecting the tool radius compensation: G41, G42
Functionality
A tool with a corresponding D number must be active. The tool radius offset (cutting edge radius offset) is activated by
G41/G42. The controller automatically calculates the required equidistant tool paths for the programmed contour for the
respective current tool radius.
G18 must be active.
See the following illustration for tool radius compensation (cutter radius compensation):
; Tool radius compensation left of contour
; Tool radius compensation right of contour
Remark: The selection can only be made for linear interpolation (G0, G1).
Program both axes. If you only specify one axis, the second axis is automatically completed with the last programmed value.