Programming and Operating Manual (Turning)
38 01/2017
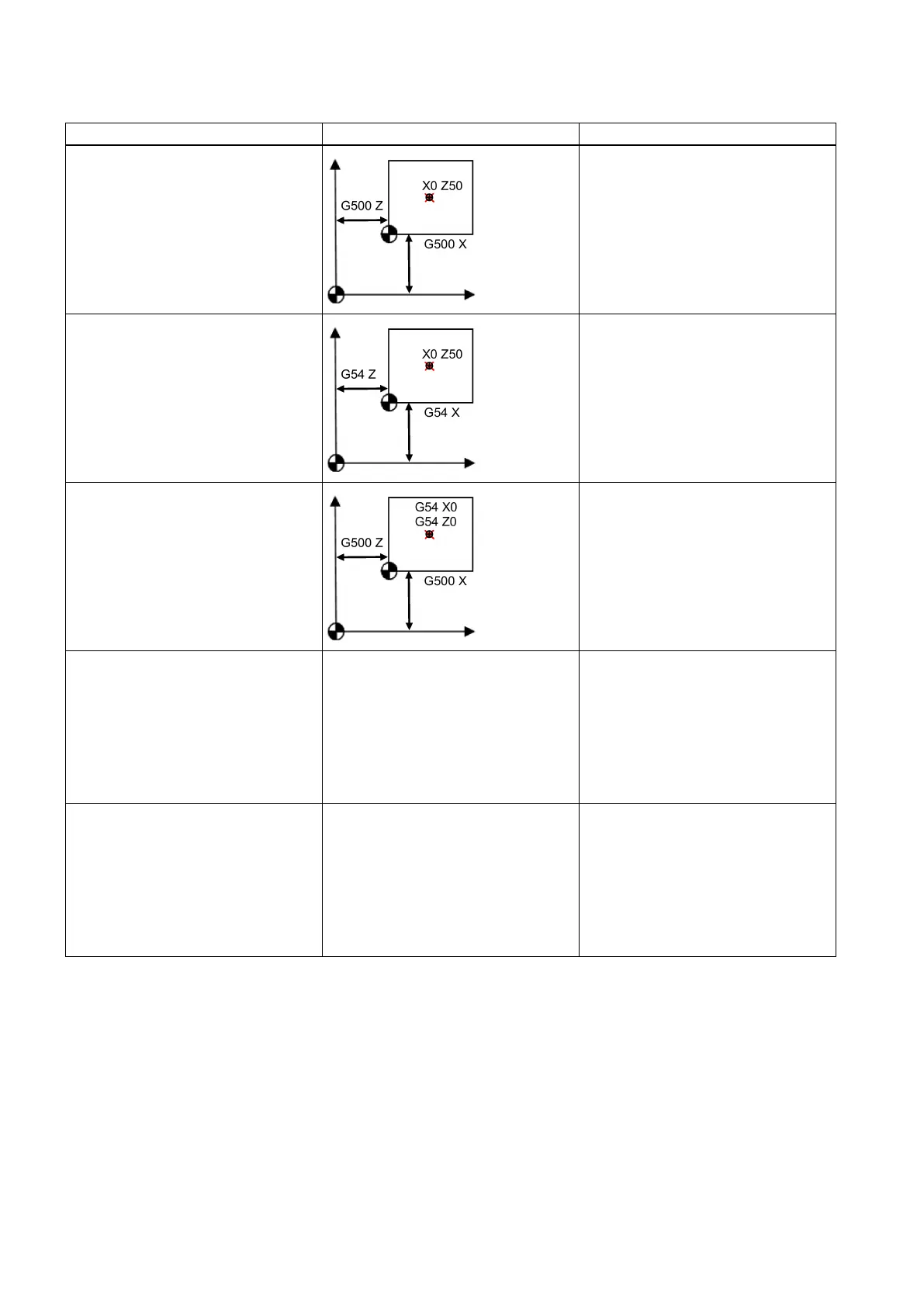
Definition of work offset (G54 to G59, G500, G90/G91)
All absolute path data corresponds to
the current position. The position val-
ues are written in the G500 (basic) zero
offset.
N10 G18 G90
G71
N20 T1 D1
N30 S5000 M3 G95 F0.3
N40 G00
N50 G01
N60
N70 G00
With G500 = 0, the offset for the work-
piece can be stored in the workpiece
offsets G54 to G59.
N10 G18 G90
G71
N20 T1 D1
N30 S5000 M3 G95 F0.3
N40 G00
N50 G01
N60
N70 G00
With G500 ≠ 0 activated, the value in
G500 is added to the value in G54.
N10 G18 G90
G71
N20 T1 D1
N30 S5000 M3 G95 F0.3
N40 G00
N50 G01
N60
N70 G00
With G90 (absolute positioning) at the
program start, the geometrical data
refers to the zero of the coordinate
system currently active in the program,
usually with G54, G500, or G500 +
G54.
- N10 G18
G54 G71
N20 T1 D1
N30 S5000 M3 G95 F0.3
N40 G00
N50 G01
N60
With G91 (incremental positioning), you
can add numerical value of path infor-
mation (the incremental positioning with
the current axis position as the start
point) in the program. Subsequently,
switch to absolute positioning with G90.
- N10 G18
G54 G70
N20 T1 D1
N30 S5000 M3 G95 F0.3
N40 G00 X3.93 Z0.196
N50 G01
N60
For more information, see Sections "Workpiece coordinate system- settable work offset: G54 to G59, G500, G53, G153
(Page 84)" and "Absolute/incremental dimensioning: G90, G91, AC, IC (Page 78)".