Programming and Operating Manual (Turning)
01/2017
13
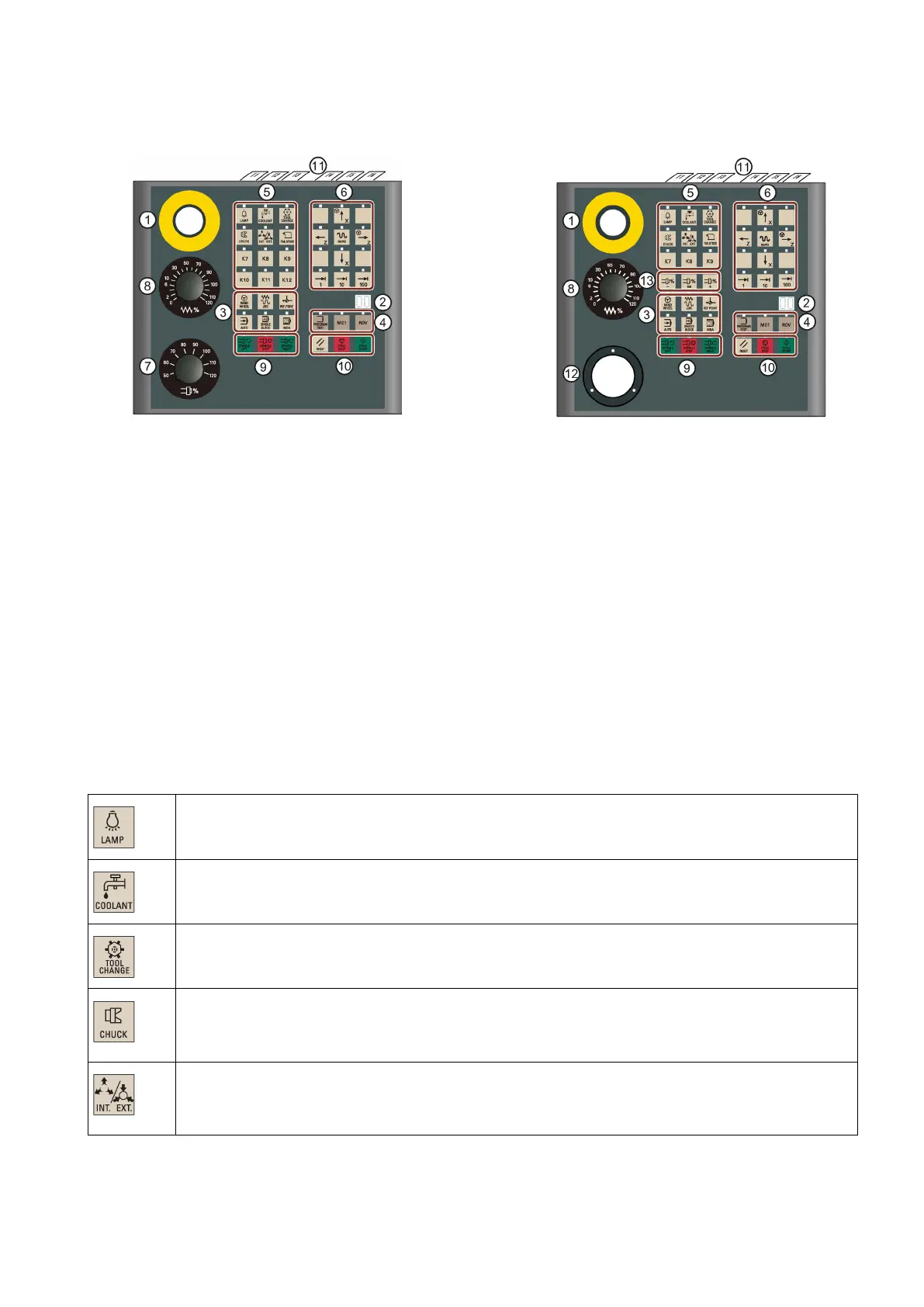
Vertical MCP
• Variant with an override switch for the spindle • Variant with a reserved slot for the handwheel
①
Reserved hole for emergency stop button
⑨
Spindle control keys
②
Tool number display
Displays the number of the currently active tool
⑩
Keys for program start, stop, and reset
③
Operating mode selection area
⑪
Pre-defined labeling strips for keys of the MCP
④
Program control keys
⑫
Reserved slot for the handwheel
⑤
User-defined keys
⑬
Spindle override control keys
⑥
Axis traversing keys
⑭
Feedrate override control keys
⑦
Spindle override switch
⑮
Keys for increment override/rapid traverse override*
⑧
Feedrate override switch
* The increment override can be activated in "JOG" mode, "Handwheel" mode, or "AUTO"/"MDA" mode with the contour
handwheel activated. The rapid traverse override is effective only in "AUTO"/"MDA" mode with no contour handwheel ac-
tivated.
The "F0 G00" key can activate a rapid traverse override of 1% by default, which can be changed in the general
machine data 12050[1], for example, 12050[1] = 0.15 as 15%.
Functions of user-defined keys
Switches on/off the machine tool working lamp (always active independent of the machine operating mode)
Indicator on: The working lamp on the machine tool is switched on.
Indicator off: The working lamp on the machine tool is switched off.
Switches on/off of the coolant supply (always active independent of the machine operating mode)
Indicator on: The coolant supply is switched on.
Indicator off: The coolant supply is switched off.
Enables/disables the sequential tool changes (active only when the machine is in "JOG" mode)
Indicator on: The machine starts sequential tool changes.
Indicator off: The machine stops sequential tool changes.
Controls the clamping/unclamping of the workpiece by the chuck (active only when the machine is in "JOG"
mode and the spindle has stopped running)
Indicator
on: The chuck has clamped the workpiece.
Indicator off: The chuck has unclamped the workpiece.
Controls the internal/external clamping of the workpiece by the chuck (active only when the spindle has
stopped running)
Indicator on: The chuck has clamped the workpiece externally.
Indicator off: The chuck has clamped the workpiece internally.