Programming and Operating Manual (Turning)
01/2017
151
The parameters for dwell times in the drilling cycles are always assigned to the F word and must therefore be assigned with
values in seconds. Any deviations from this procedure must be expressly stated.
Special features when using drilling cycles on a turning machine
Simple turning machines without driven tools can apply drilling cycles only for drilling on the end face (with Z-axis) in the
turning center. These drilling cycles must always be called in the G17 plane.
See the following example for drilling centering _drilling on turning center without tool:
Turning machines with driven tools can also drill off-center on the end face or on the peripheral surface if the machine setup
permits this.
The following must be observed when drilling off-center on the end face:
● Working plane is G17 - Z is the resulting tool axis.
● The spindle of the driven tool must be declared to the master spindle (SETMS command).
● The drilling position can be programmed either with X and the C-axis or, if TRANSMIT is active, with Y and Z.
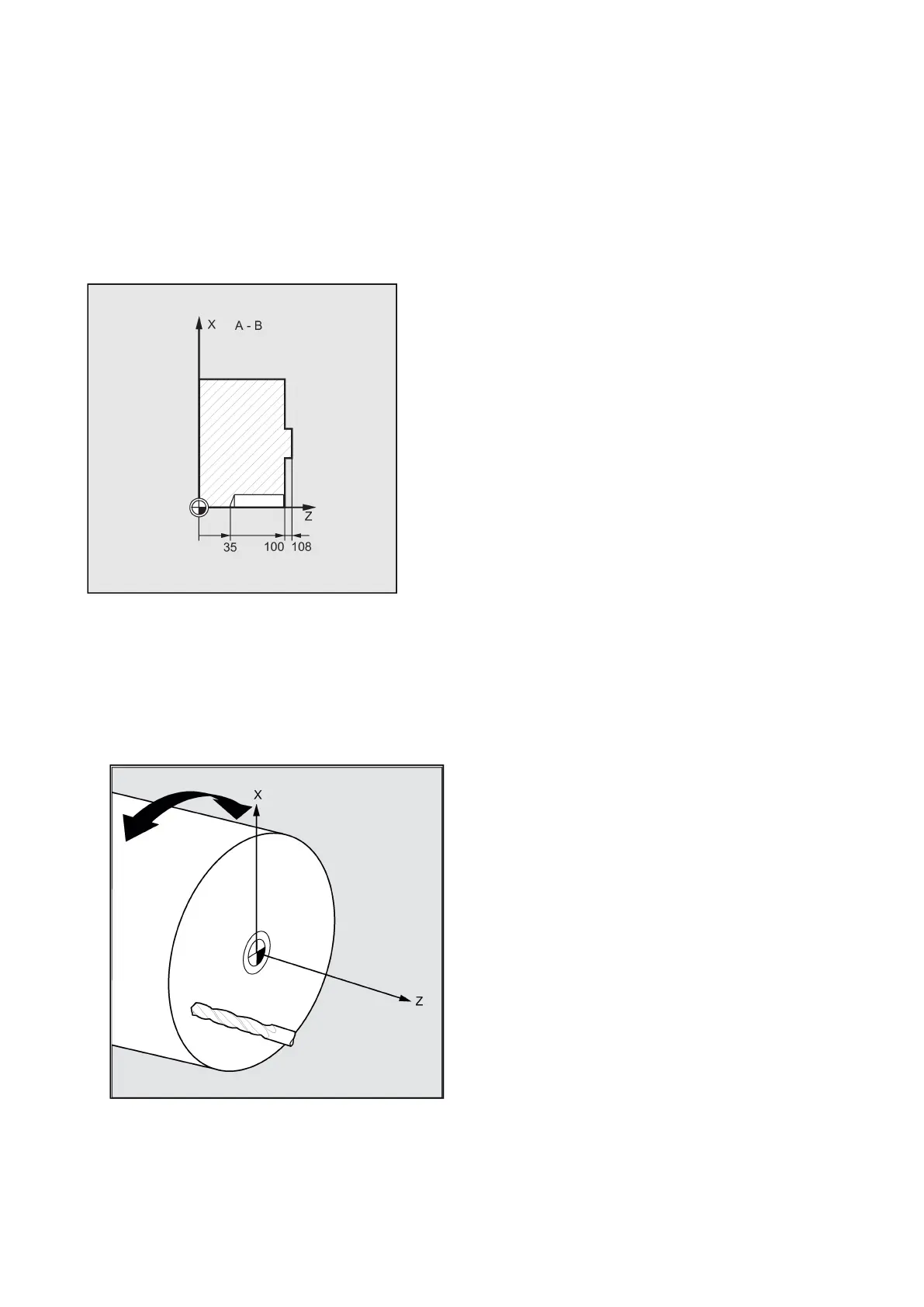
See the following illustration for drilling on end face with a driven tool:
The following must be observed when drilling on the peripheral surface:
● Working plane is G19 - X is the resulting tool axis.