Programming and Operating Manual (Turning)
01/2017
163
Note
The direction of rotation when tapping in the cycle is always reversed automatically.
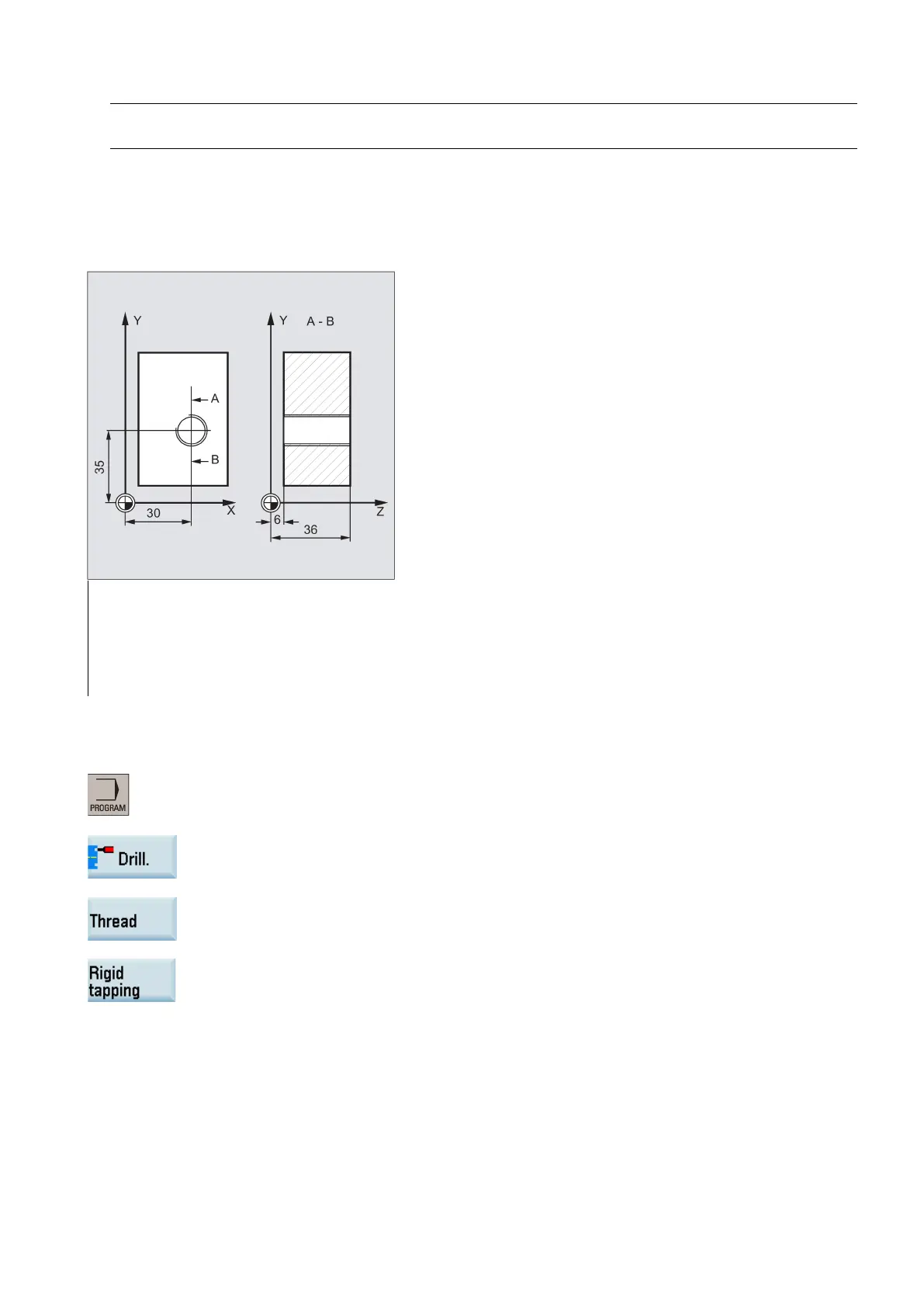
Programming example 1: Rigid tapping
A thread is tapped without compensating chuck at position X30 Y35 in the XY plane; the tapping axis is the Z axis. No dwell
time is programmed; the depth is programmed as a relative value. The parameters for the direction of rotation and for the
lead must be assigned values. A metric thread M5 is tapped.
; Specification of technology values
; Approach drilling position
N30 CYCLE84(40, 36, 2, , 30, , 3, 5, , 90, 200, 500, 3, 0,
0,0, ,0.00000)
Cycle call; parameter PIT has been omit-
ted; no value is entered for the absolute
depth or the dwell time; spindle stop at
90 degrees; speed for tapping is 200,
speed for retraction is 500
Proceed through the following steps:
Select the program editing operating area.
Open the vertical softkey bar for available drilling cycles.
Press this softkey to open the lower
-level softkey bar.
Press this softkey to open the window for CYCLE84. Parameterize the cycle as desired.