Programming and Operating Manual (Turning)
01/2017
165
The tool drills at the programmed spindle speed and feedrate to the entered final thread depth.
You use this cycle to perform tapping with the compensating chuck:
● without encoder
● with encoder
Sequence
Tapping with compensating chuck without encoder
Position reached prior to cycle start:
The drilling position is the position in the two axes of the selected plane.
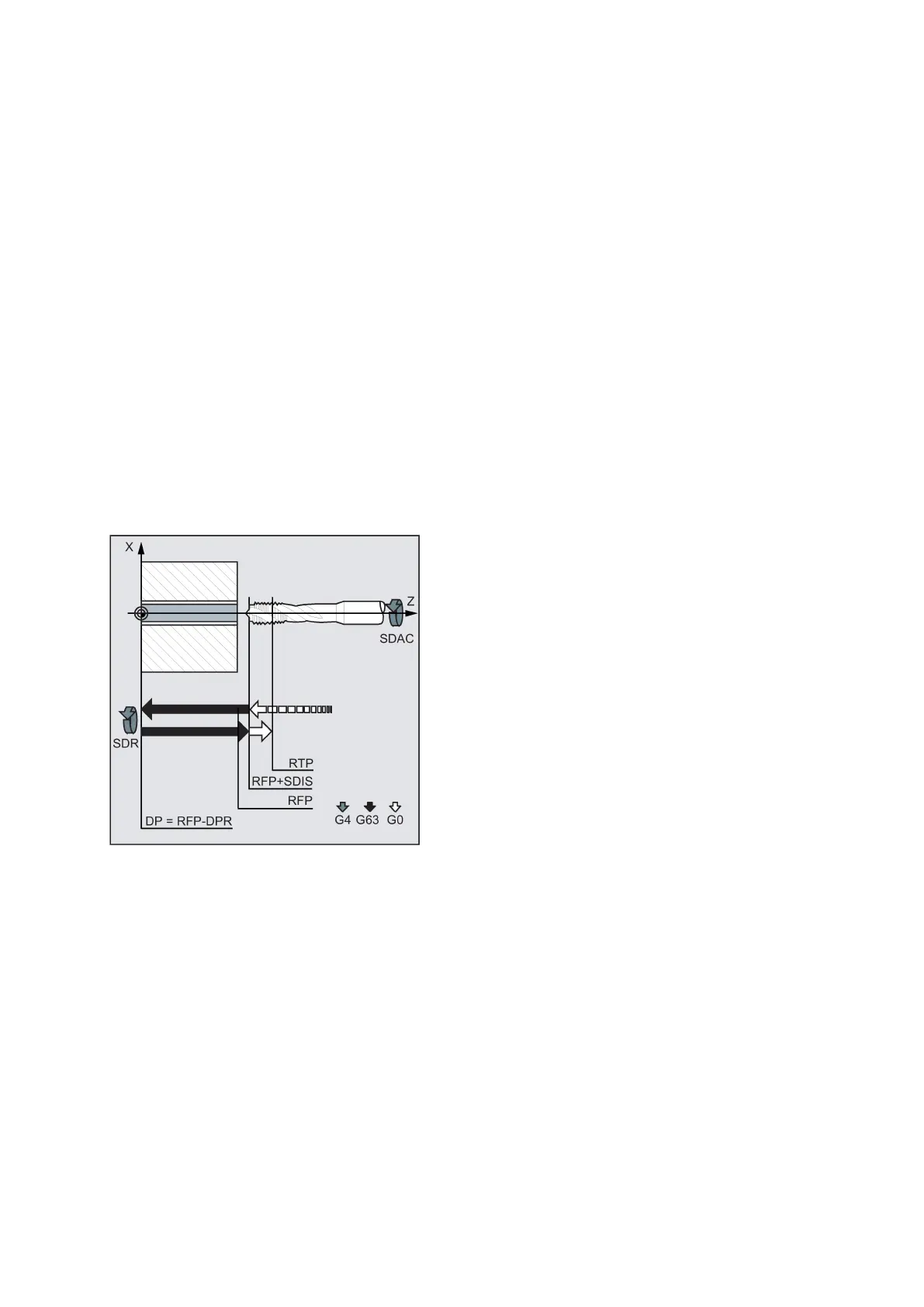
The cycle creates the sequence of motions below:
● Approaching the position of safety distance relative to the reference plane with G0
● Tapping to the final drilling depth
● Dwell time at tapping depth (parameter DTB)
● Retraction to the reference plane brought forward by the safety clearance
● Retraction to the retraction plane with G0
See the following parameters for CYCLE840 without encoder:
Sequence
Tapping with compensating chuck with encoder
Position reached prior to cycle start:
The drilling position is the position in the two axes of the selected plane.
The cycle creates the sequence of motions below:
● Approach of the reference plane brought forward by the safety clearance by using G0
● Tapping to the final drilling depth
● Dwell time at thread depth (parameter DTB)
● Retraction to the reference plane brought forward by the safety clearance
● Retraction to the retraction plane with G0
See the following parameters for CYCLE840 with encoder: