Programming and Operating Manual (Turning)
260 01/2017
Activating the contour handwheel in "AUTO" mode
the desired NC program in the part program editor window. For more information
about how to create or edit a part program, see Chapter "
Creating part programs
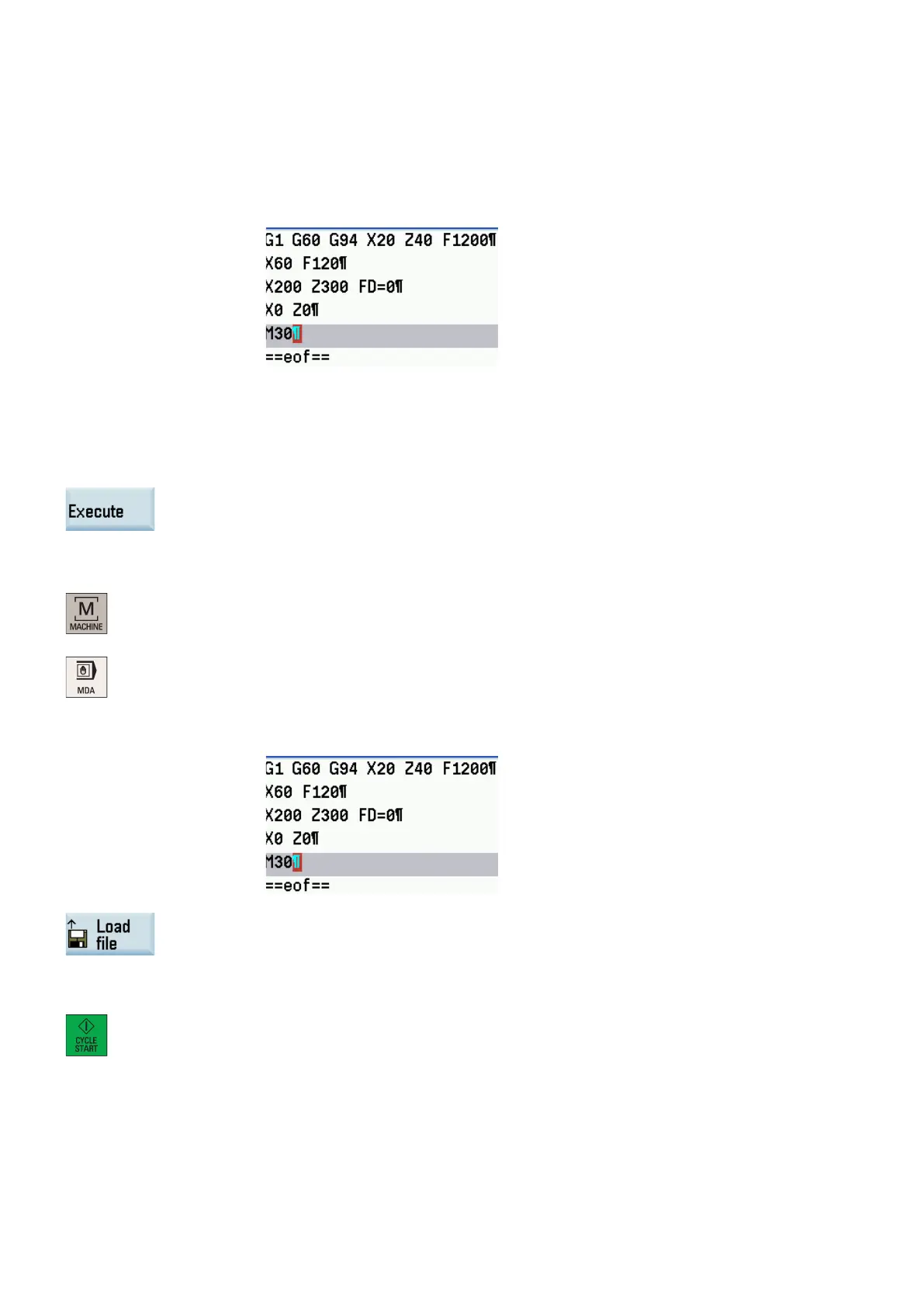
Enter the mandatory instructions "G1" (or "G2"/"G3"), "G94", "G60" and "FD=0" in the
blocks. The blocks are saved automatically. See the following example:
"FD" and "F" cannot appear in the same NC block; otherwise, the control system
prompts an alarm which interrupts the contour handwheel function.
When the block runs to "FD=0", you can control the feedrate of path and synchronized
axes via a handwheel in "AUTO" mode.
Press this softkey to execute the program. The system automatically switches to "AUTO"
mode in the machining area.
Activating the contour handwheel in "MDA" mode
Select the machining operat
ing area.
e mandatory instructions "G1" (or "G2"/"G3"), "G94", "G60" and "FD=0" in the
blocks. The blocks are saved automatically. See the following example:
You can alternatively load an existing part program from a system directory by pressing this
softkey if desired and enter "G1" (or "G2"/"G3"), "G94", "G60" and "FD=0" in the blocks.
not appear in the same NC block; otherwise, the control system prompts
an alarm which interrupts the contour handwheel function.
Press this key on the MCP. When the block runs to "FD=0", you can control the feedrate of
path and synchronized axes via a handwheel in "MDA" mode.