Programming and Operating Manual (Turning)
88 01/2017
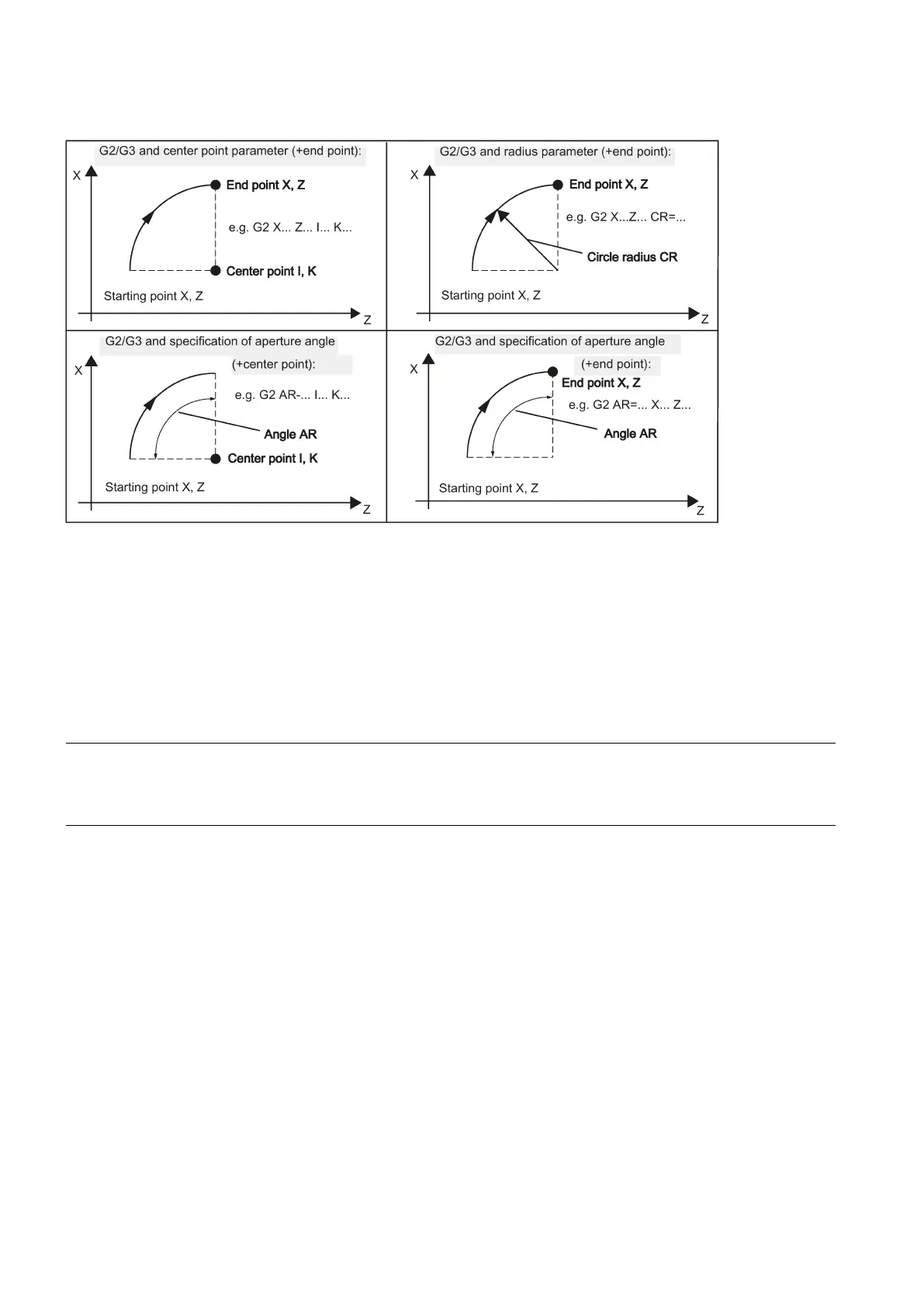
The description of the desired circle can be given in various ways:
G2/G3 remains active until canceled by another instruction from this G group (G0, G1...).
The
is determined by the programmed
.
G2/G3 X... Y... I... J...
; End point and center point
; Circle radius and end point
; Opening angle and center point
; Opening angle and end point
; Polar coordinates, circle around the pole
Note
Other circle programming instructions:
CT - circle with tangential connection
• CIP - circle via intermediate point (see following sections)
Entering tolerances for the circle
Circles are only accepted by the control system with a certain dimensional tolerance. The circle radius at the starting and
end points are compared here. If the difference is within the tolerance, the center point is exactly set internally. Otherwise,
an alarm message is issued.
The tolerance value can be set via machine data.