© Edwards Limited 2015. All rights reserved. Page 25
Edwards and the Edwards logo are trademarks of Edwards Limited.
Installation
M588-00-880 Issue E
3.4.2 Gas purges
Switch on the inert gas purge to remove air from the pump and the exhaust pipeline before the process starts. Switch
off the purge flow at the end of the process only after the remaining flammable gases or vapours have been purged
from the exhaust pipeline.
If liquids that produce flammable vapours could be present in the pump foreline, then the inert gas purge to the dry
pumping system should be left on all the time this liquid is present. Flammable liquids could be present in the foreline
as a result of condensation or may be carried over from the process.
When calculating the flow rate of inert gas required for dilution, consider the maximum flow rate for the flammable
gases/vapours that could occur. For example, if a mass flow controller is being used to supply flammable gases to
the process, assume a flow rate for flammable gases that could arise if the mass flow controller is fully open.
Continually measure the inert gas flow rate; if the flow rate falls below that required, then the flow of flammable
gases or vapours to the pump must be stopped.
3.5 Leak test the dry pumping system
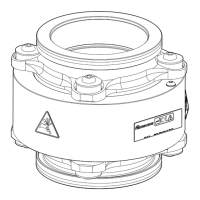
Figure 6 - Interspool connections on pump/booster combination systems
If inert gas purges to dilute dangerous gases to a safe level are to be used, ensure that the pump
is shut down if an inert gas supply fails.
ID Part identification
1 ¼ inch BSP inlet port (available on dry pumping systems with light duty gas module only)
23/8 inch BSP port
3Interspool
43/8 inch BSP port

 Loading...
Loading...