Chapter 6 Fastening Operation
PAGE 6-6
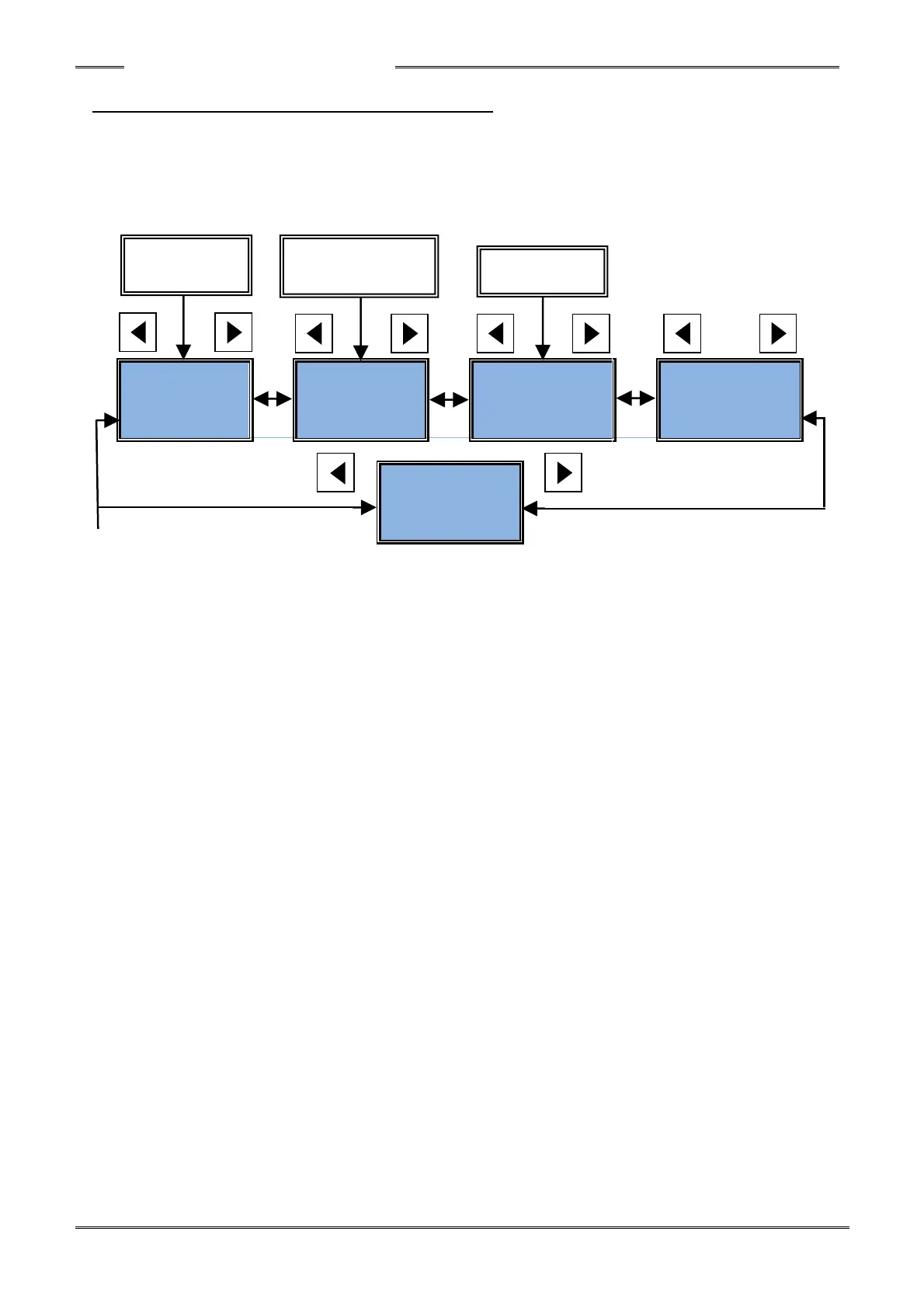
6-2-1 Changing Display Modes (in the RUN Mode)
Five modes can be selected while in the RUN state by pressing the [◄] or [►] push-button. By using
the [▲] or [▼ ] push-button, the display content can be changed. “Status Display Mode” is
automatically selected when the fastening starts and “Fastening Result Mode” automatically appears
when the fastening ends. The display change or mode change cannot be done while fastening is in
operation (while in Status Display Mode).
●Real Time Display Mode
When this mode is activated, the current executed values are displayed. (“non” appears in the PAR
No. display) The desired type of data can be chosen by pressing the [▲] or [▼] push-button.
This mode will be displayed when control power is turned on and also when the mode is switched
from BYPASS mode to RUN mode.
●Status Display mode
The speed condition during the fastening operation is displayed. (“Sxx” or “Pxx” appears in the
PAR No. display indicating the Sequence number or Parameter number being run) The fastening
Status display is displayed during the time between the beginning and end of the fastening operation.
In addition, it’s displayed when an abnormal condition occurs, when the STOP signal is turned OFF,
the BYPASS signal is turned ON, etc.
The selected WORK No. is changed with the [▲] or [▼] buttons.
(this function is disabled when work selection from the PLC I/O is enabled)
●Fastening Result Mode
The fastening results are indicated in this mode.
The fastening result content is changed using the [▲] or [▼] buttons.
When the fastening result D-No. [00 (PEAK TORQUE)], the COUNT value [c##] is indicated.
The final result is indicated automatically after the end of fastening.
●Parameter Program Mode
When in this mode, the fastening parameter data is displayed. (“P.xx” appears in the PAR No.
display – “.xx” being the parameter number being displayed 1-32)
The desired parameter can be chosen by pressing [▲] or [▼] push-button.
●System Parameter Display Mode
When in this mode, the system parameter data is displayed. (“SYS” appears in the PAR No. display)
The desired parameter can be chosen by pressing [▲] or [▼] push-button.