CHAPTER 4: OPERATION 47
MOVE S2
All handling, adjustments, and settings that need to be done on the bar feeder for executing a part are
included in the start-up. This section presents a brief explanation of the start-up parameters of the bar
feeder.
If parameter 2 is selected:
When the material is profiled, the bar feeder will try
several times (for 2 minutes), to position the bar
inside the clamping device of the lathe. The
accuracy of the positioning is also assured by a
positioning procedure designed specifically for
profiled bars.
The setting of the loading table and of the fingers
changes. This setting is automatically done by
motor M3.
As soon as parameter 1 is selected, the M3 motor
automatically repositions the table and the fingers in
standard position.
It is important, at each change in start-up, that
the diameter of the new bars that the bar feeder
will load is updated in the parameters.
The PLC, therefore, takes this into account and
adapts the torque of the pushers. A greater
precision of positioning can therefore be
guaranteed. Moreover, small diameter bars will
not bend under the pressure of the pusher.
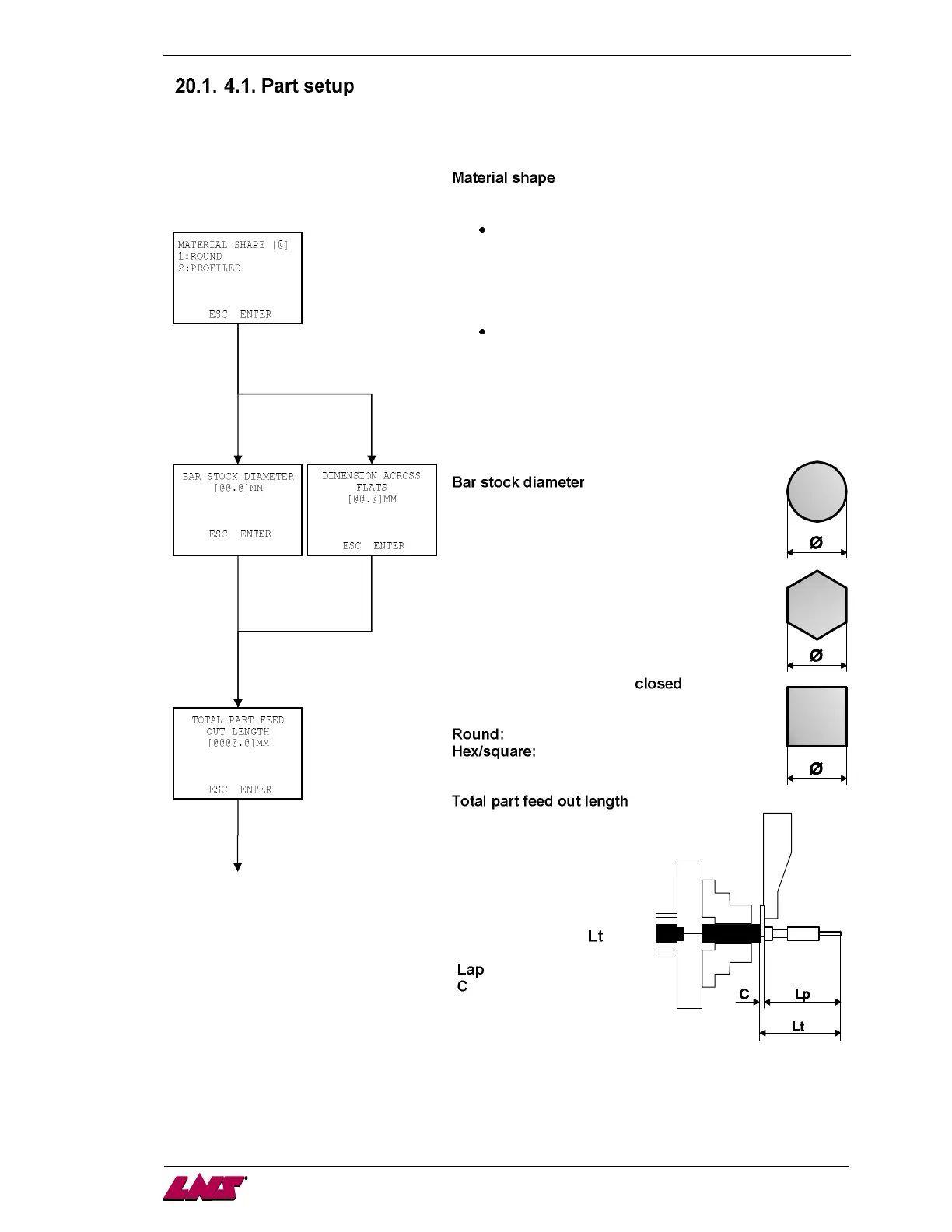
The value of the diameter entered will
automatically determine the
position of
the front rest jaw.
outer diameter
dimension across flats
The servomotor is precise
enough to feed the part
during the opening of the
clamping device of fixed
headstock lathes.
The feed-out length (
)
includes the part length
(
), the cut-off tool width
(
) and the face-off length.