48 CHAPTER 4: OPERATION
MOVE S2
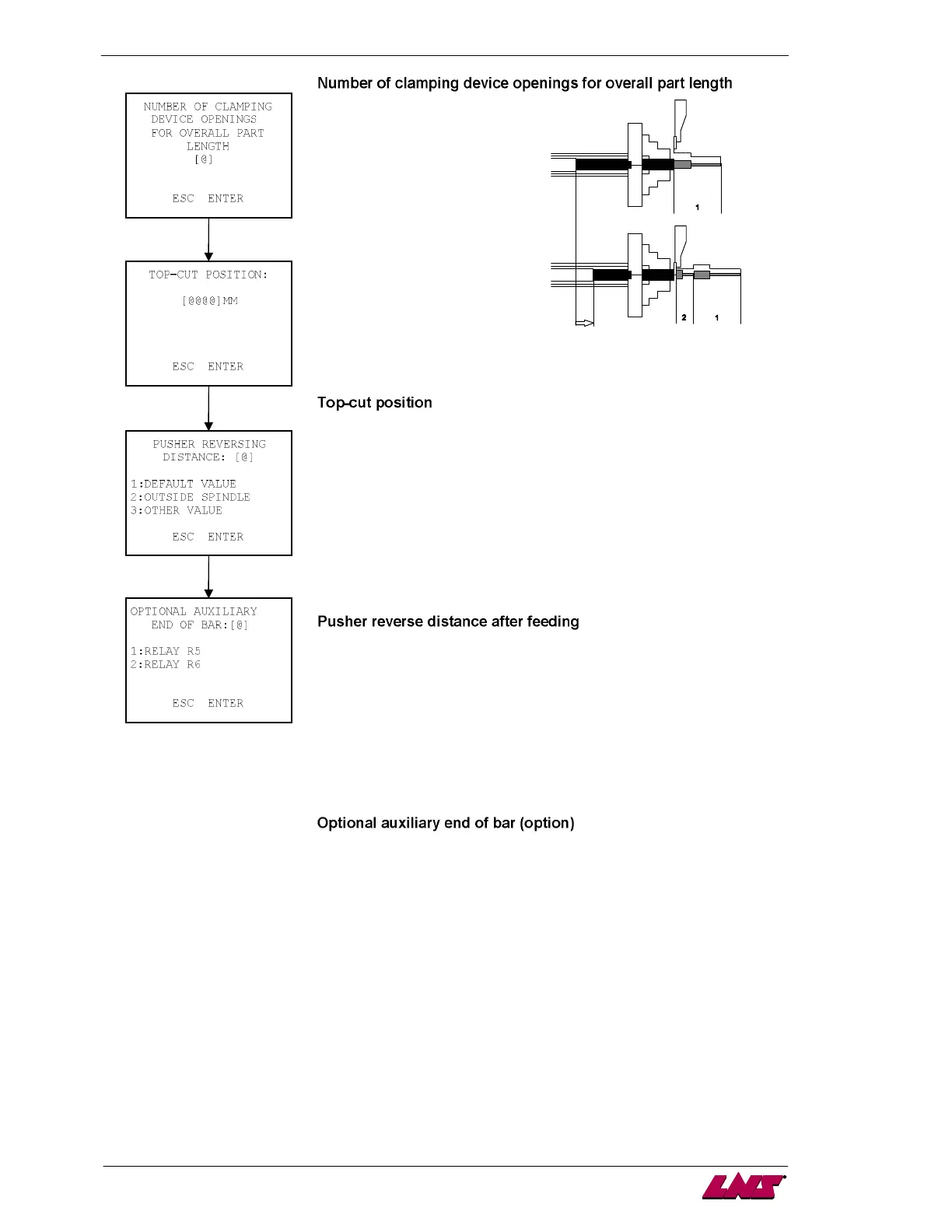
When the machining of a part
requires several openings of the
clamping device (for ex.: a long
part, or transfer of the part to the
sub-spindle), some interface
conflicts may occur during the
feeding process.
It is important for the bar feeder to
be “informed” of the number of
times the clamping device must
open for the machining of a part.
The bar feeder only carries out the first positioning for a single part.
The following positioning (if any) must be done by the turret.
During the loading cycle, the bar is automatically loaded and positioned
into the spindle, outside the clamping device of the lathe (chuck or
actuator).
This positioning corresponds to a value (Z) programmed by the
operator, which is equal to the distance between the measuring cell
and the position of the material in the lathe clamping device.
With this system, the setting is the same for any bar length. Further
information in the chapter 4. Operation, point 3.4.4.2.
In production cycle, each time the clamping device of the lathe closes,
the feeding pusher moves backwards so as not to come into contact
with the rotating bar. The value of the reverse distance is set at 4 mm
at the factory.
1. Default value (4 mm)
2. Outside of the spindle
3. Enter the desired value
When machining remnants (A) that are rather long, a second mode of
production for machining the rest of the stock can be selected
(depending on the capabilities of the lathe).