HYDRAULIC SYSTEM TMS800E SERVICE MANUAL
2-88
Published 01-29-2014, Control # 496-00
can be accelerated by pushing the piston/seal
assembly through a honed or polished tube with an
inside diameter equal to the nominal cylinder bore to
plus 0.25 mm (0.010 in).
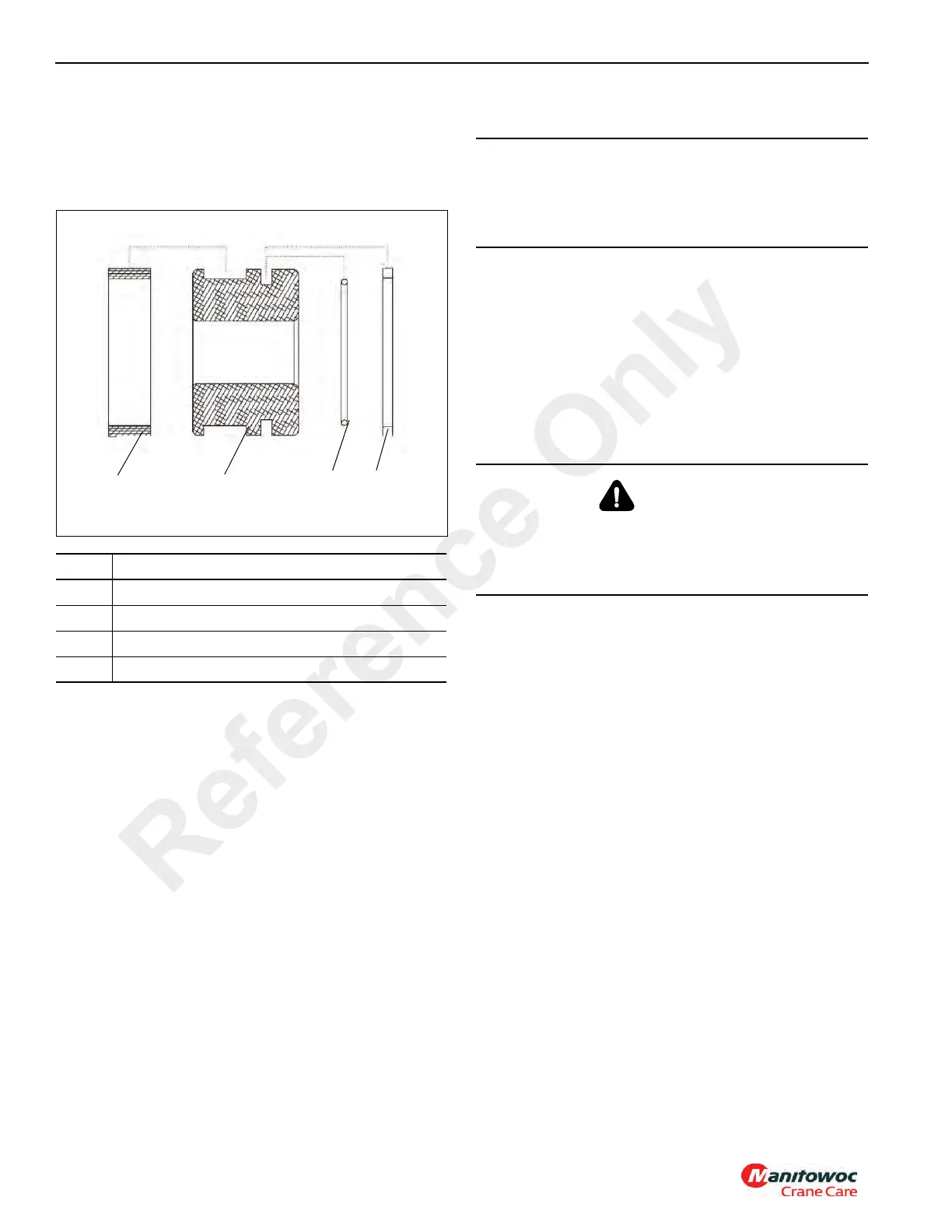
g. Install the wear ring in the wear ring groove.
3. Place the rod on a clean table.
4. Install the head and then the piston onto the rod noting
the proper orientation of each component. Torque the
piston locknut.
5. Brush piston seals and head seals with hydraulic oil.
6. Install the rod assembly into the barrel. Alignment is
critical. Watch the seals as they pass into the barrel to
ensure that they are not nicked or cut.
7. Slide the head into the barrel and align the retaining ring
drilled hole on the head with the barrel mill slot. Insert
the blunt, curved end of the retaining ring into the hole
and slowly work the head around, using the spanner
wrench until no part of the ring protrudes from the slot.
8. Install the remaining port plugs.
9. Pressurize and cycle the cylinder with hydraulic oil
pressure. Static pressure test the cylinder at 207 bar
(3000 psi) in both directions. Check for proper operation
and any leakage. Make repairs as needed.
Item Description
1 Wear Ring
2Piston
3 O-ring (Energizer)
4 Piston Seal
CAUTION
Ensure there are no rags or other contaminants left in the
cylinder barrel before installing rod assembly. Lubricate
the barrel inside diameter with hydraulic oil to ease the
rod assembly installation.
WARNING
Before testing, ensure all fittings, hoses, ball valves, and
pump components are rated higher than test pressures.
Do not use air pressure to cycle or pressurize the cylinder.
Failure to do so could result in personal injury or death.
Reference Only
 Loading...
Loading...








