Programming Basics
1.2 Basics of feed function
04.07
1-18
© Siemens AG 2007 All rights reserved
SINUMERIK 802D sl/840D/840D sl/840Di/840Di sl/810D ISO Milling (PGM) -- 04.07 Edition
The upper limit of feedrates could be restricted by the servo system and the me-
chanical system. In this case, the allowable upper limit is set by MD and if a fee-
drate command exceeding this limit value is specified, the feedrate is clamped at
the set allowable upper limit.
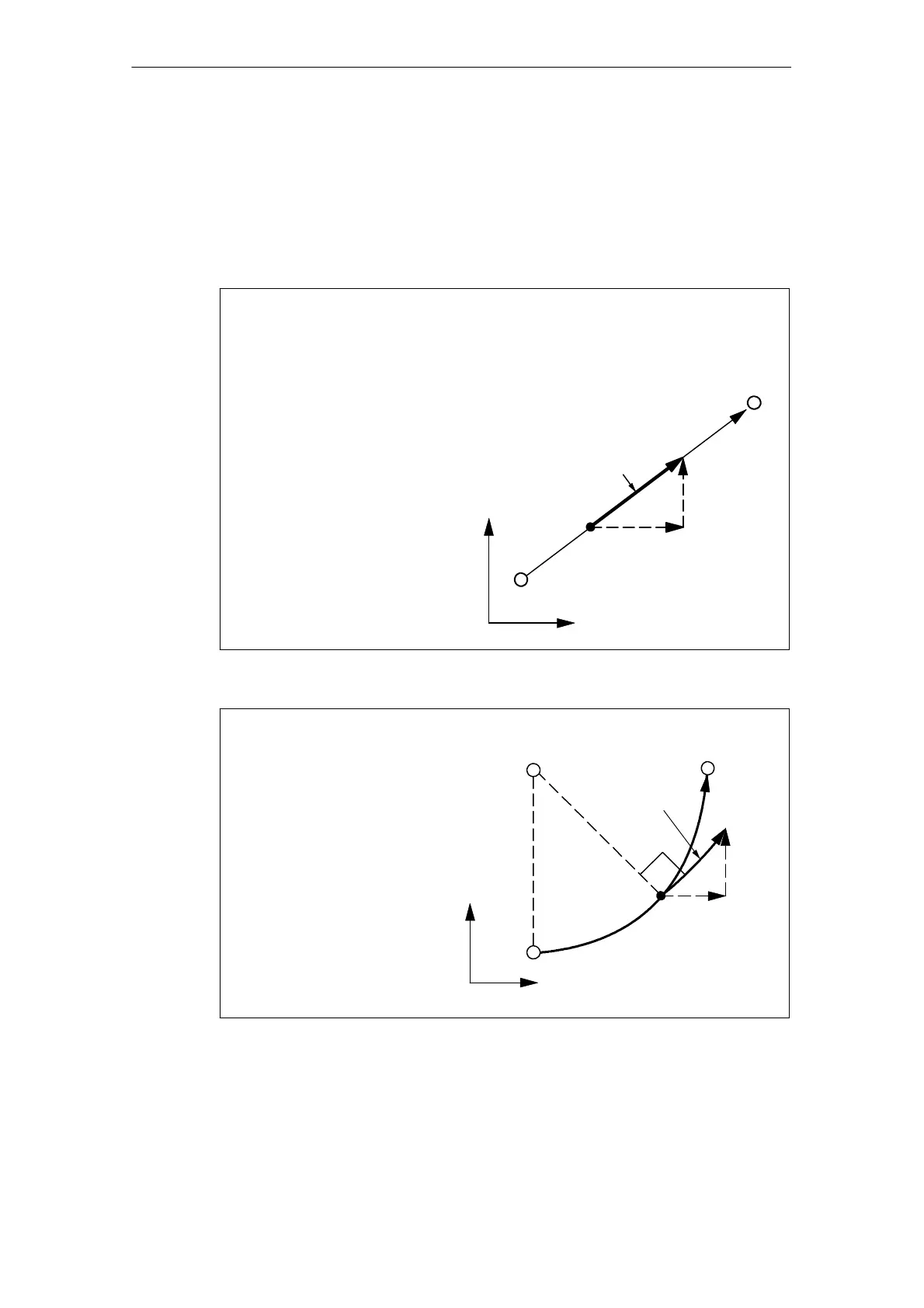
An F command specified in the simultaneous 2-axis linear interpolation mode or in
the circular interpolation mode represents the feedrate in the tangential direction.
Example of programming
With the following program:
G91 (incremental programming)
G01 X40. Y30. F500;
300 mm/min
400 mm/min
+Y
+X
Tangential velocity
500 mm/min
Fig. 1-1 F command in simultaneous 2-axis control linear interpolation
Example of programming
With the following program:
G91 (incremental programming)
G03 X ⋅⋅⋅ Y ⋅⋅⋅ I ⋅⋅⋅ F200;
Center
200 mm/min
Fy
Fx
+X
+Y
Fig. 1-2 F command in simultaneous 2-axis control circular interpolation

 Loading...
Loading...








