Programming Basics
1.2 Basics of feed function
04.07
1-19
© Siemens AG 2007 All rights reserved
SINUMERIK 802D sl/840D/840D sl/840Di/840Di sl/810D ISO Milling (PGM) -- 04.07 Edition
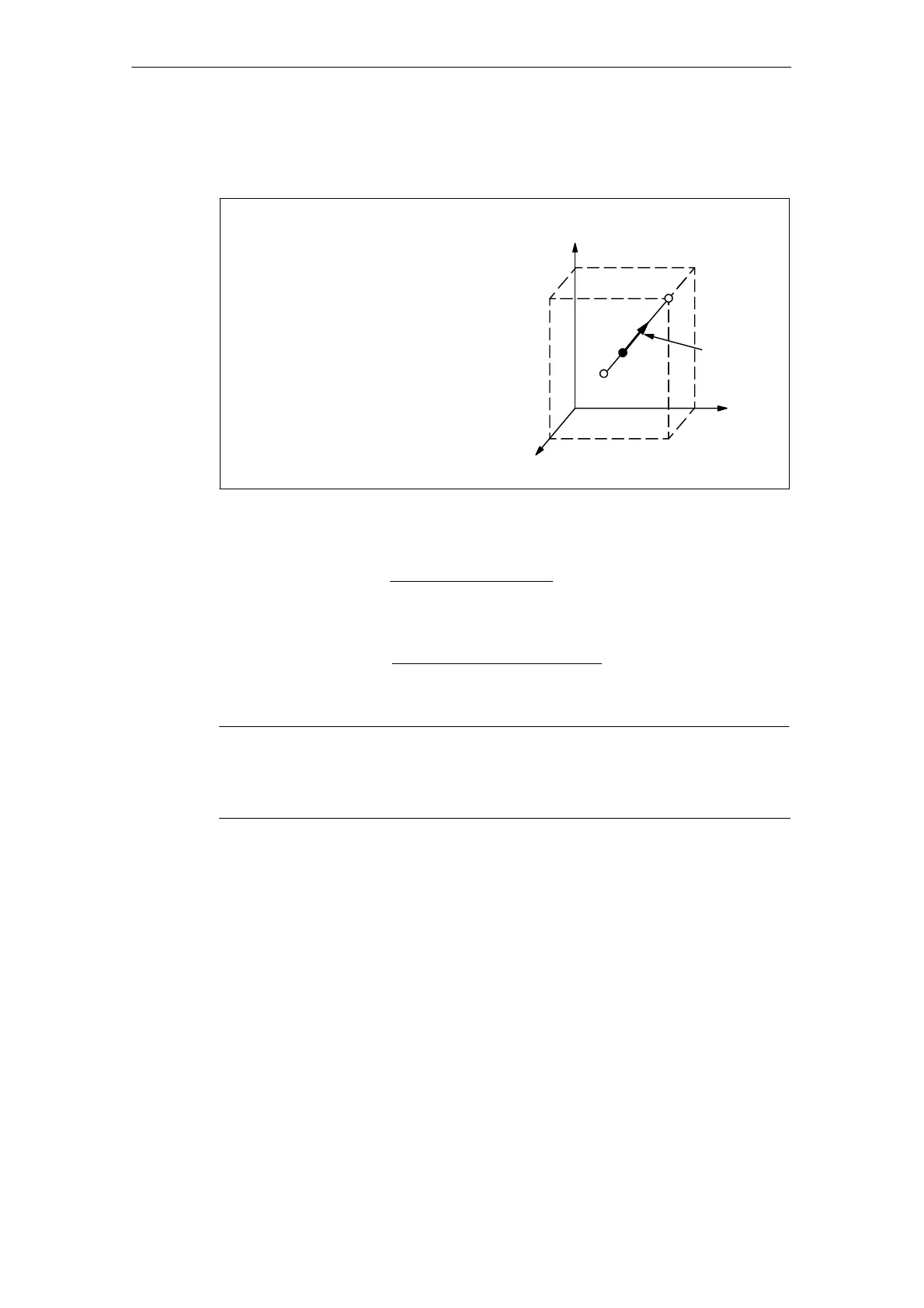
In the simultaneous 3-axis control linear interpolation, an F command indicates the
tangential feedrate.
+Y
End
point
400 mm/min
Start point
+X
+Z
Example of programming
With the following program:
G01 X ⋅⋅⋅ Y ⋅⋅⋅ Z ⋅⋅⋅ F400;
Fig. 1-3 F command in simulaneous 3-axis control linear interpolation
In the simultaneous 4-axis control linear interpolation, an F command indicates the
tangential feedrate.
F (mm∕min) = Fx
2
+ Fy
2
+ Fz
2
+ Fα
2
In the simultaneous 5-axis control linear interpolation, an F command indicates the
tangential feedrate.
F (mm∕min) = Fx
2
+ Fy
2
+ Fz
2
+ Fα
2
+ Fβ
2
Note
1. If “F0” is specified and F 1--digit feed is not used, an alarm occurs.
2. For an F command, a minus value must not be specified. If a minus value is
specified for an F command, correct operation cannot be guaranteed.

 Loading...
Loading...








