Commands Calling Axis Movements
2.1 Interpolation commands
04.07
2-30
© Siemens AG 2007 All rights reserved
SINUMERIK 802D sl/840D/840D sl/840Di/840Di sl/810D ISO Milling (PGM) -- 04.07 Edition
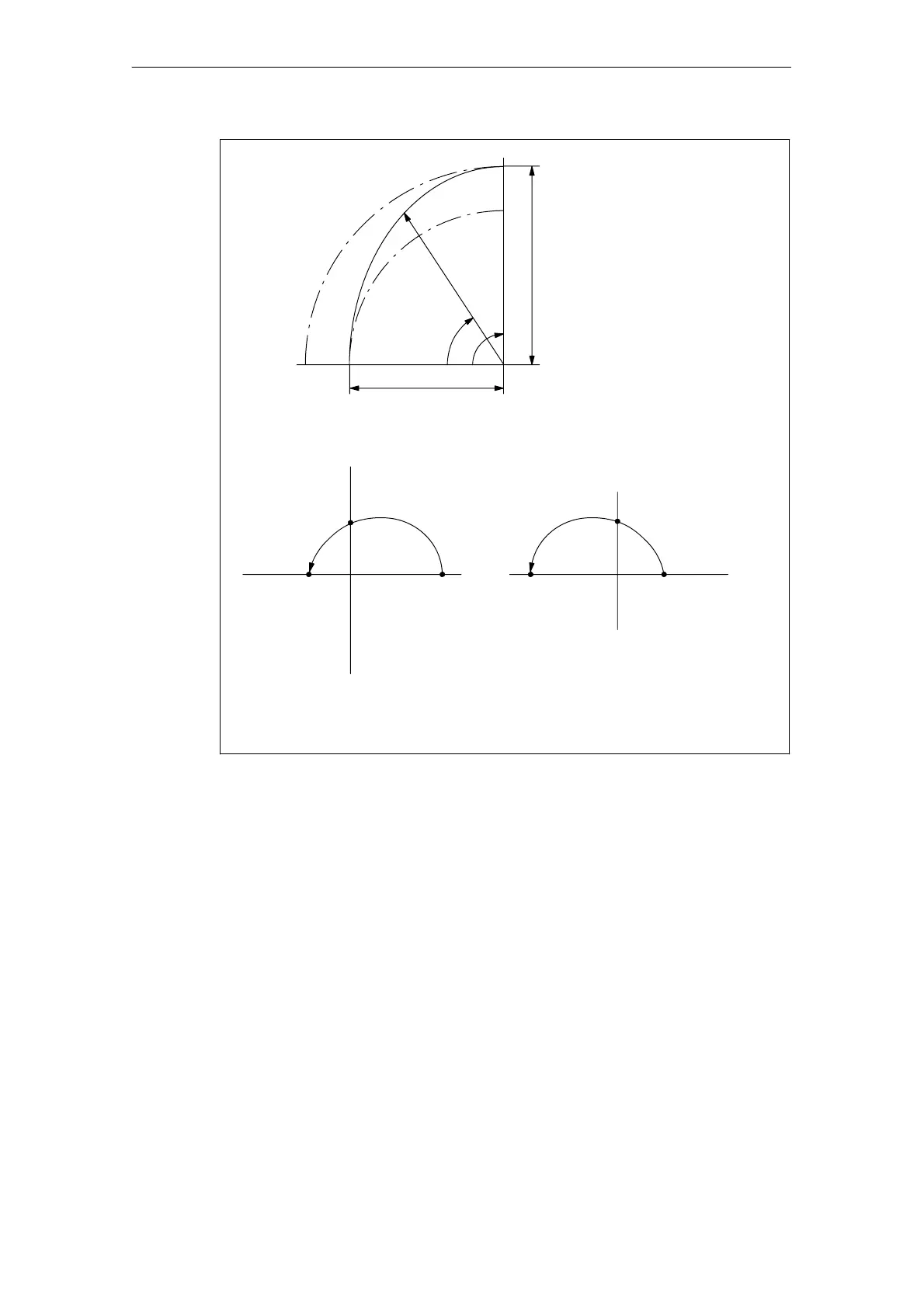
(b) End point positioned inside the circumference
r
t
=r
s
+(r
s
-- r
e
)/θ ¢ θ
t
r
t
r
e
θ
t
θ
r
s
G01 X100 Y0 F200; G01 X50. Y0;
--100
-- 5 0
0100 50
(a) Correcting an arc
(c) End point lying outside the circumference
-- 5 0
50
--100 0-- 5 0
--100
100
Radius correction amount per unit angle
nr=(r
s
-- r
e
)/θ
G03 X--50 I--100;
G03 X
-- 100 I--50;
Fig. 2-5 Interpolation with end point of the specified arc

 Loading...
Loading...








