Commands Calling Axis Movements
2.1 Interpolation commands
04.07
2-29
© Siemens AG 2007 All rights reserved
SINUMERIK 802D sl/840D/840D sl/840Di/840Di sl/810D ISO Milling (PGM) -- 04.07 Edition
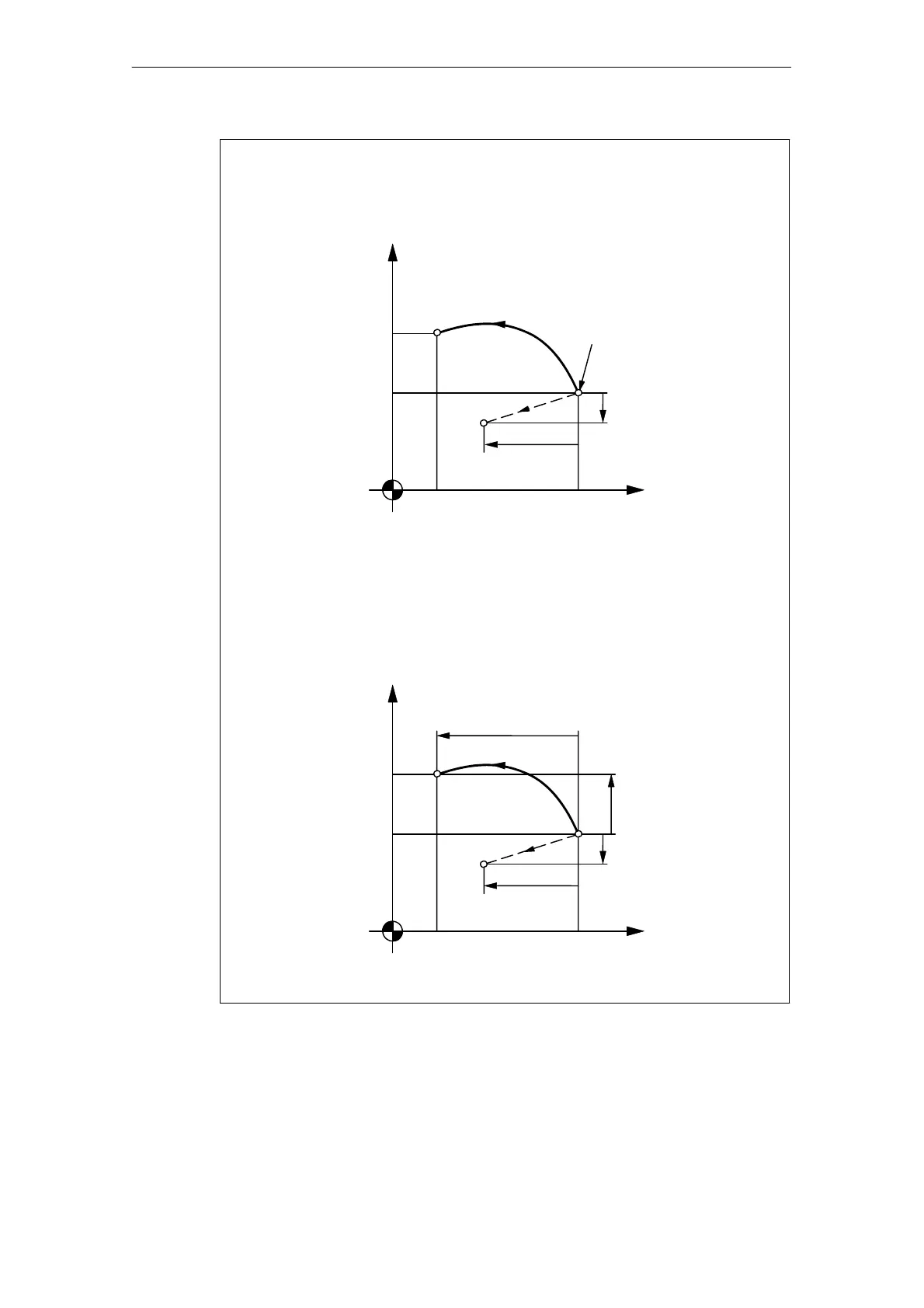
(a) Absolute programming (G90)
Y-axis
40.
20.
End point
G03
Start point
Center
-- 1 0 .
-- 3 0 .
15.
55.
X-axis
(b) Incremental programming (G91)
--40.
Example of programming
G17 G91 G03 X-40. Y20. I-30. J-10. F150;
Y-axis
40.
20.
End
point
G03
Center
-- 1 0 .
-- 3 0 .
15.
55.
X-axis
20.
G17 G90 G03 X15. Y40. I-30. J-10. F150;
Example of programming
Fig. 2-4 End point of circular arc
If the specified end point is not on the specified arc, the arc radius is gradually
changed from the start point to the end point to generate a spiral so that the end
point lies on the specified arc.

 Loading...
Loading...








