Movement Control Commands
3.5 Tool offset functions
04.07
3-74
© Siemens AG 2007 All rights reserved
SINUMERIK 802D sl/840D/840D sl/840Di/840Di sl/810D ISO Milling (PGM) -- 04.07 Edition
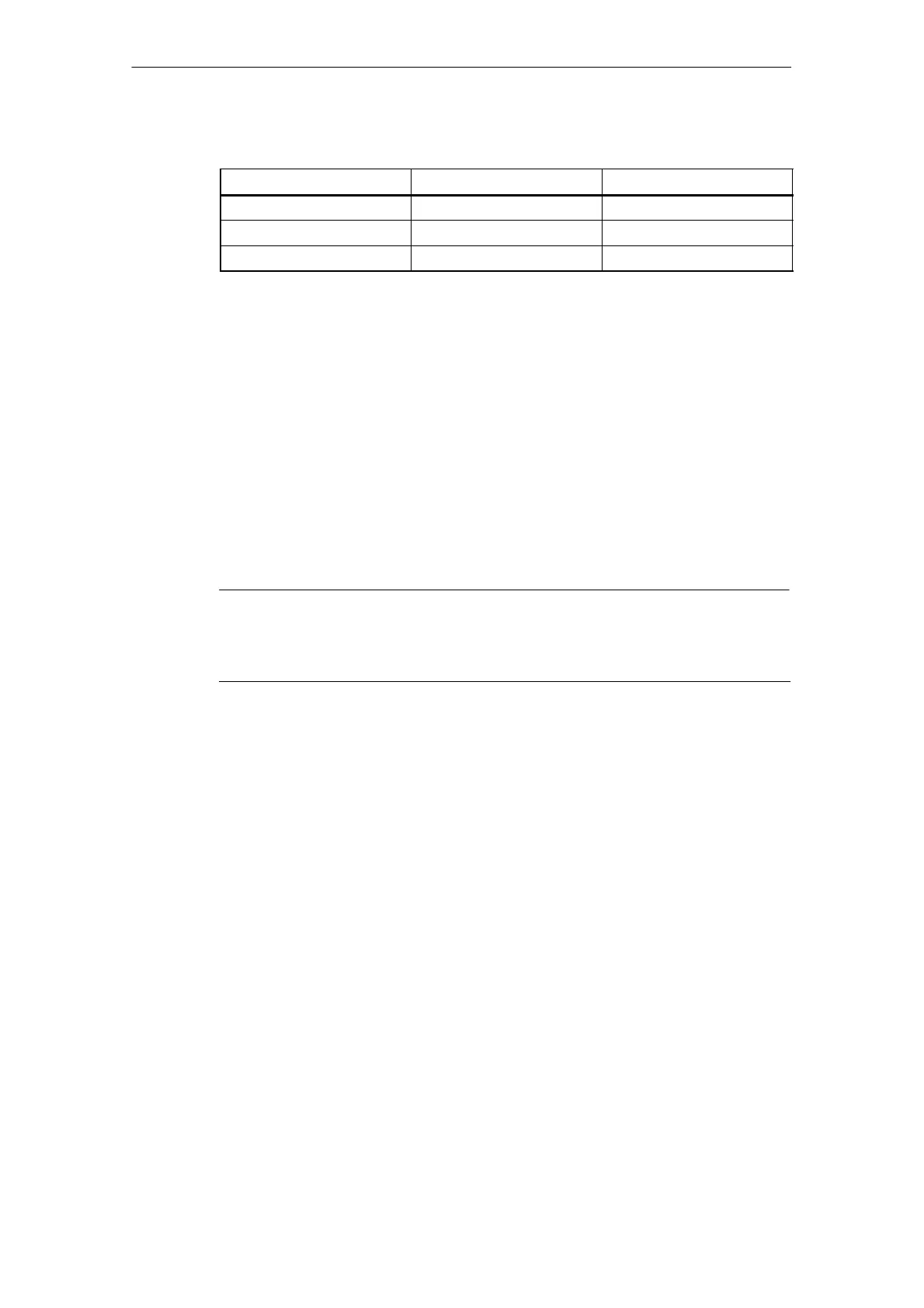
Table 3-11 G codes used for tool length offset
G code
Function Group
G43 add 08
G44 Substract 08
G49 Cancel 08
S G43 and G44 are modal and, once executed, they remain valid until canceled
by G49. G49 cancels the tool length offset mode. H00 also cancels the tool
length offset mode.
S By specifying “G43 (or G44) Z ⋅⋅⋅ H ⋅⋅⋅ ; ”, tool offset amount specified by the
H code is added to or subtracted from the specified Z-axis position, and the Z-
axis moves to this offset target position. That is, the target position of Z-axis
movement specified in the program is offset by the tool offset amount.
S By specifying “(G01) Z ⋅⋅⋅ ; G43 (or G44) H ⋅⋅⋅ ; ”, the Z-axis moves by the
distance corresponding to the tool offset amount which is specified by the H
code.
S By specifying “G43 (or G44) Z ⋅⋅⋅ H ⋅⋅⋅ ;H⋅⋅⋅ ; ”, the Z-axis moves by the
distance which is equivalent to the difference between the previous tool offset
amount and the new tool offset amount.
Note
G43, G44, and G49 can be specified only in the mode called by the G code (G00,
G01) in 01 group. If they are specified in other modes such as G02 or G03 mode,
an error occurs.

 Loading...
Loading...








