Movement Control Commands
3.5 Tool offset functions
04.07
3-75
© Siemens AG 2007 All rights reserved
SINUMERIK 802D sl/840D/840D sl/840Di/840Di sl/810D ISO Milling (PGM) -- 04.07 Edition
H code for designating the direction of offset
The direction of offset is determined by the sign of tool offset amount, specified by
an H code, and a G code.
Table 3-12 Sign of tool offset amount and direction of offset
Sign of tool offset amount (H code)
Positive Negative
G43 Offset in the positive direc-
tion
Offset in the negative direc-
tion
G44 Offset in the negative direc-
tion
Offset in the positive direc-
tion
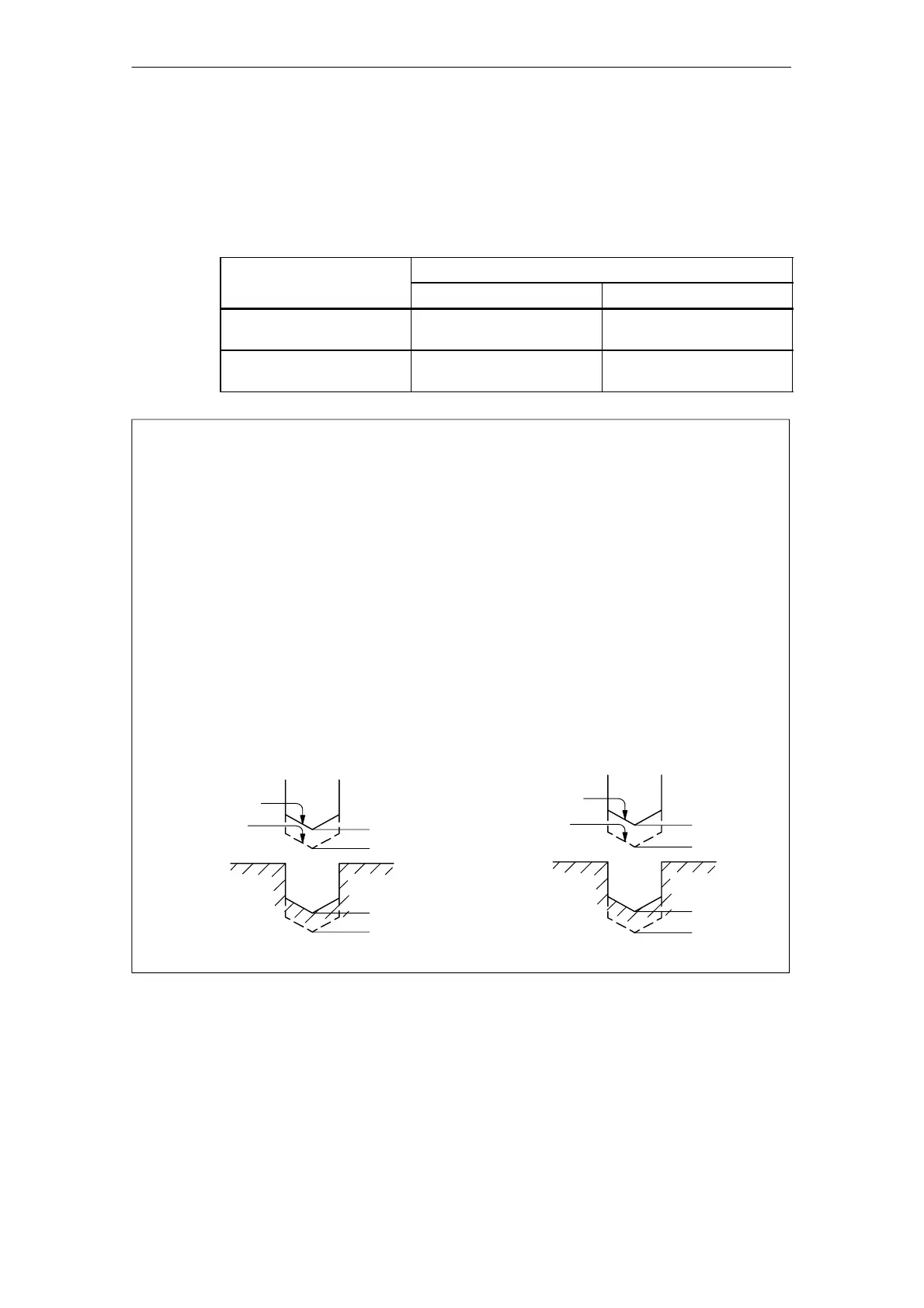
Example of programming
H10 Offset amount --3.0.............
H11 Offset amount 4.0.............
N101 G92 Z0; 0.000
N102 G90 G00 X1.0 Y2.0; 0.000
N103 G43 Z-20. H10; --23.000
N104 G0l Z-30. Fl000; --33.000
N105 G00 Z0H00; 0.000
··
··
··
N201 G00 X-2.0 Y-2.0;
N202 G44 Z-30 Hl1; --34.000
N203 G01 Z-40 F1000; --44.000
N204 G00 Z0 H00; 0.000
Programmed position
Actual tool position
--20.000
--23.000
--30.000
--33.000
--30.000
--34.000
--40.000
--44.000
Position data display
including offset amount
(Z-axis only)
Programmed position
Actual tool position
Fig. 3-17 Tool position offset function
S Related Machine data:
$MC_TOOL_CORR_MOVE_MODE defines whether the compensation is
applied in the block containing the selection or the next time the axis is
programmed.
$MC_CUTTING_EDGE_DEFAULT = 0 defines that no tool length compensa-

 Loading...
Loading...








