Detailed Description
2.3 Tool cutting edge
Tool Compensation (W1)
2-38 Function Manual, 08/2005 Edition, 6FC5397-0BP10-0BA0
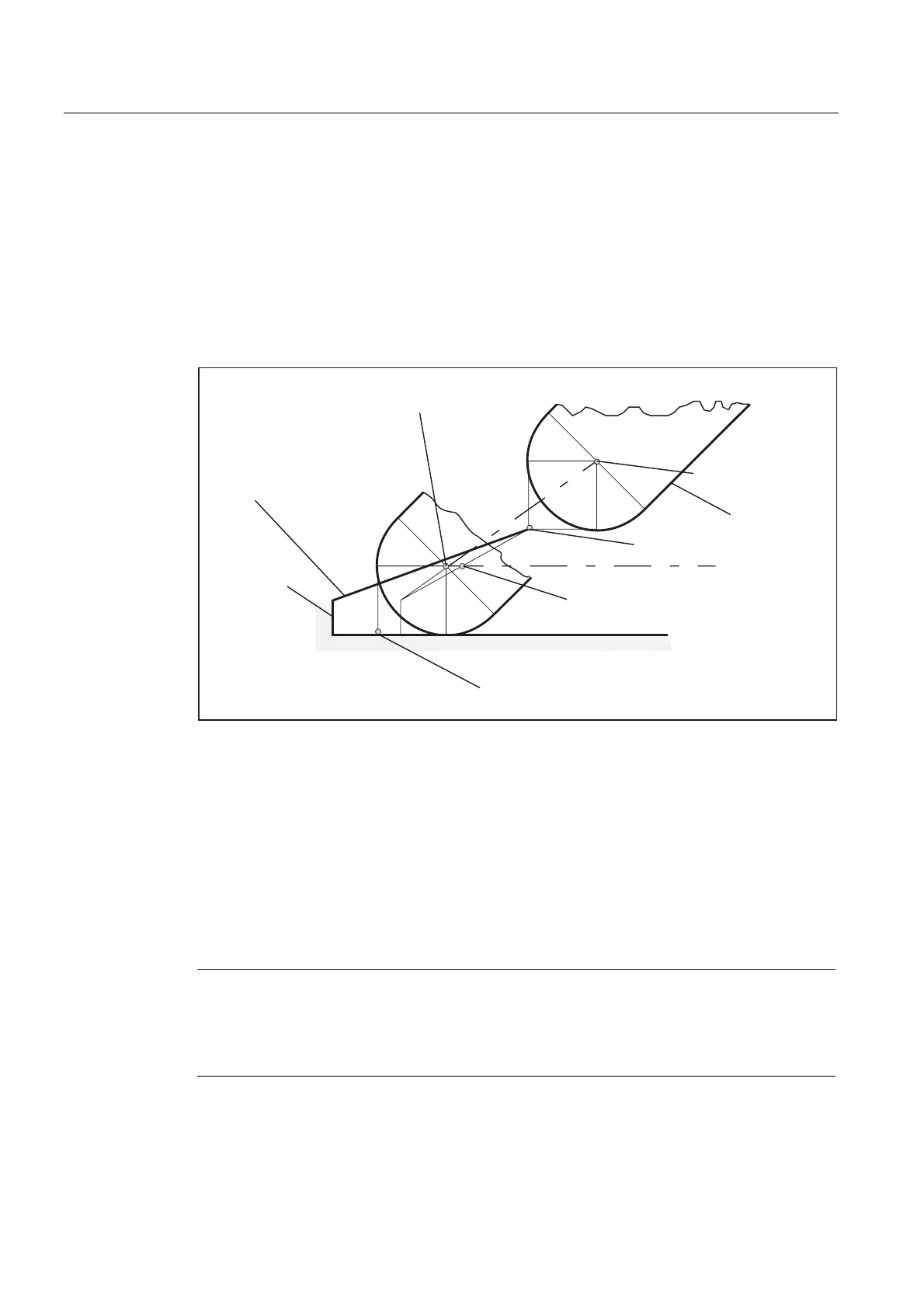
2. The straight line between the tool edge center points at the block start and block end is
used to calculate intersection points with the approach and retraction block. The
difference between the tool edge reference point and the tool edge center point is
superimposed on this movement.
For approach and/or retraction with KONT, the movement is superimposed in the linear
subblock of the approach or retraction movement. Therefore, the geometric conditions for
tools with or without relevant tool point direction are identical. Deviations from previous
behavior occur only in relatively rare cases where the approach or retraction block does
not intersect with an adjacent motion block:
/DVWSRVLWLRQRIFXWWLQJHGJHFHQWHUSRLQW
RQWKHFRQWRXU6:DQGKLJKHU
3URJUDPPHGUHWUDFWLRQEORFN
%ORFNZLWKRXW
LQWHUVHFWLRQ
ZLWKSUHFHGLQJEORFN
7RROHGJHUHIHUHQFHSRLQW
/DVWSRVLWLRQRIFXWWLQJHGJHFHQWHUSRLQW
RQWKHFRQWRXUXSWR6:[
&HQWHUSDWK
7RROHGJHUHIHUHQFHSRLQW
7RROHQGSRVLWLRQ
&XWWLQJHGJHFHQWHUSRLQW
Fig. 2-13 Retraction behavior for tool with relevant tool point direction
1. In circle blocks and in motion blocks containing rational polynomials with a denominator
degree > 4, it is not permitted to change a tool with active tool radius compensation in
cases where the distance between the tool edge center point and the tool edge reference
point changes. With other types of interpolation, a change is permitted even when a
transformation (e.g., Transmit) is active, in contrast to previous versions.
2. For tool radius compensation with variable tool orientation, the transformation from the
tool edge reference point to the tool edge center point can no longer be performed by
means of a simple zero compensation. Tools with a relevant tool point direction are
therefore not permitted for 3D peripheral milling (an alarm is output).
Note
The subject is irrelevant with respect to face milling as only defined tool types without
relevant tool point direction are permitted for this operation anyway. (A tool with a type,
which has not been explicitly approved, is treated as a ball end mill with the specified radius.
A tool point direction parameter is ignored.)

 Loading...
Loading...














