Program code Comment
N10 G17 G94 G1 Z0 F500 ; Feed of the tool.
N20 X10 Y20 ; Approach the starting posi-
tion.
N25 FGROUP(X,Y) ; Axes X/Y are path axes, Z is
a synchronized axis.
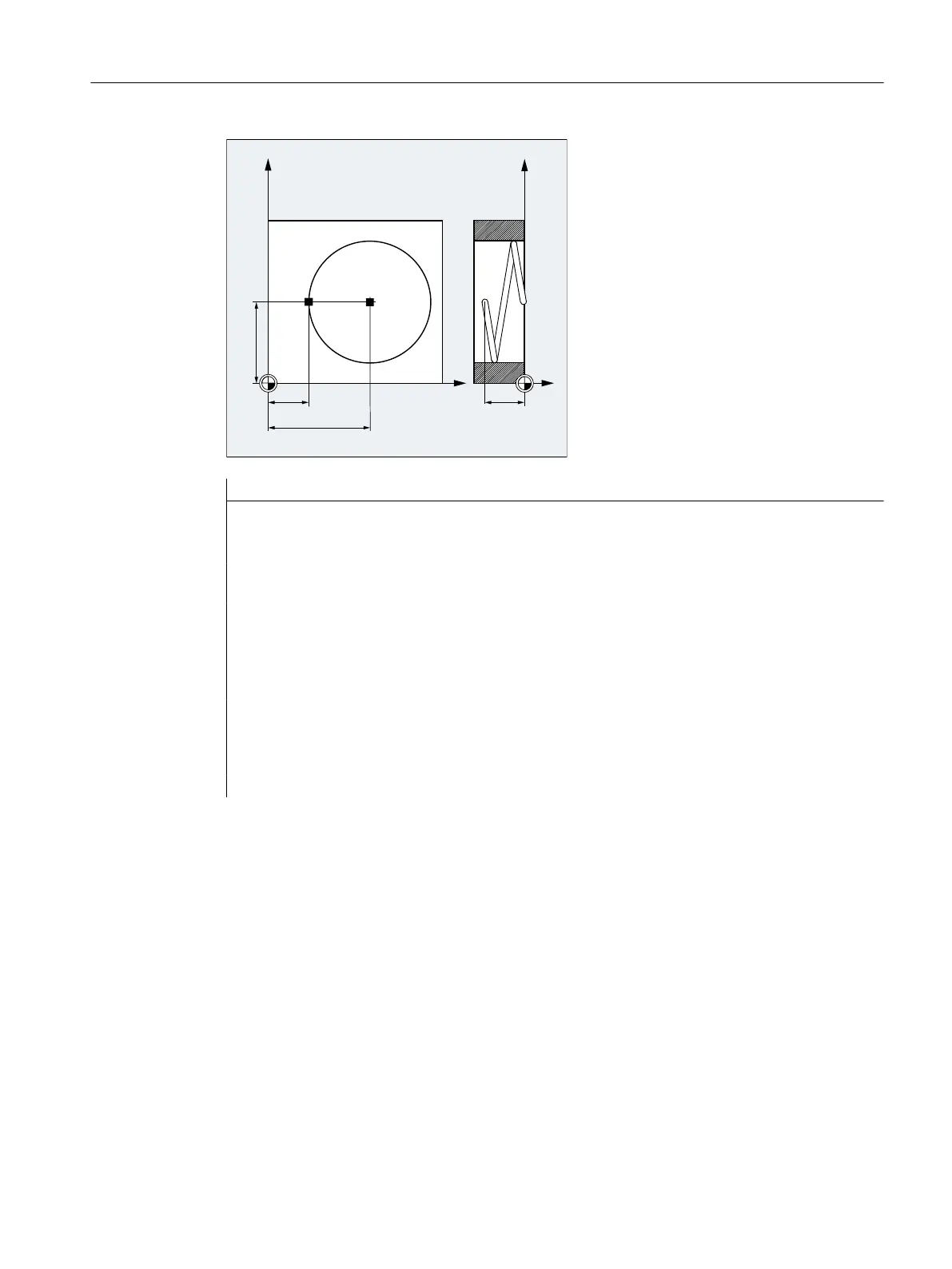
N30 G2 X10 Y20 Z-15 I15 J0 F1000 FL[Z]=200 ; On the circular path, the
feedrate is 1,000 mm/min, tra-
versing in the Z direction is
synchronized.
...
N100 FL[Z]=$MA_AX_VELO_LIMIT[0,Z] ; The limit speed is deselec-
ted by reading the speed from
the MD. Read the value from
the MD.
N110 M30 ; End of program
Further information
Feedrate for path axes (F)
The path feedrate is generally composed of the individual speed components of all geometry
axes participating in the movement and refers to the center point of the cutter or the tip of the
turning tool.
Fundamentals
2.7 Feed control
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 107
 Loading...
Loading...














