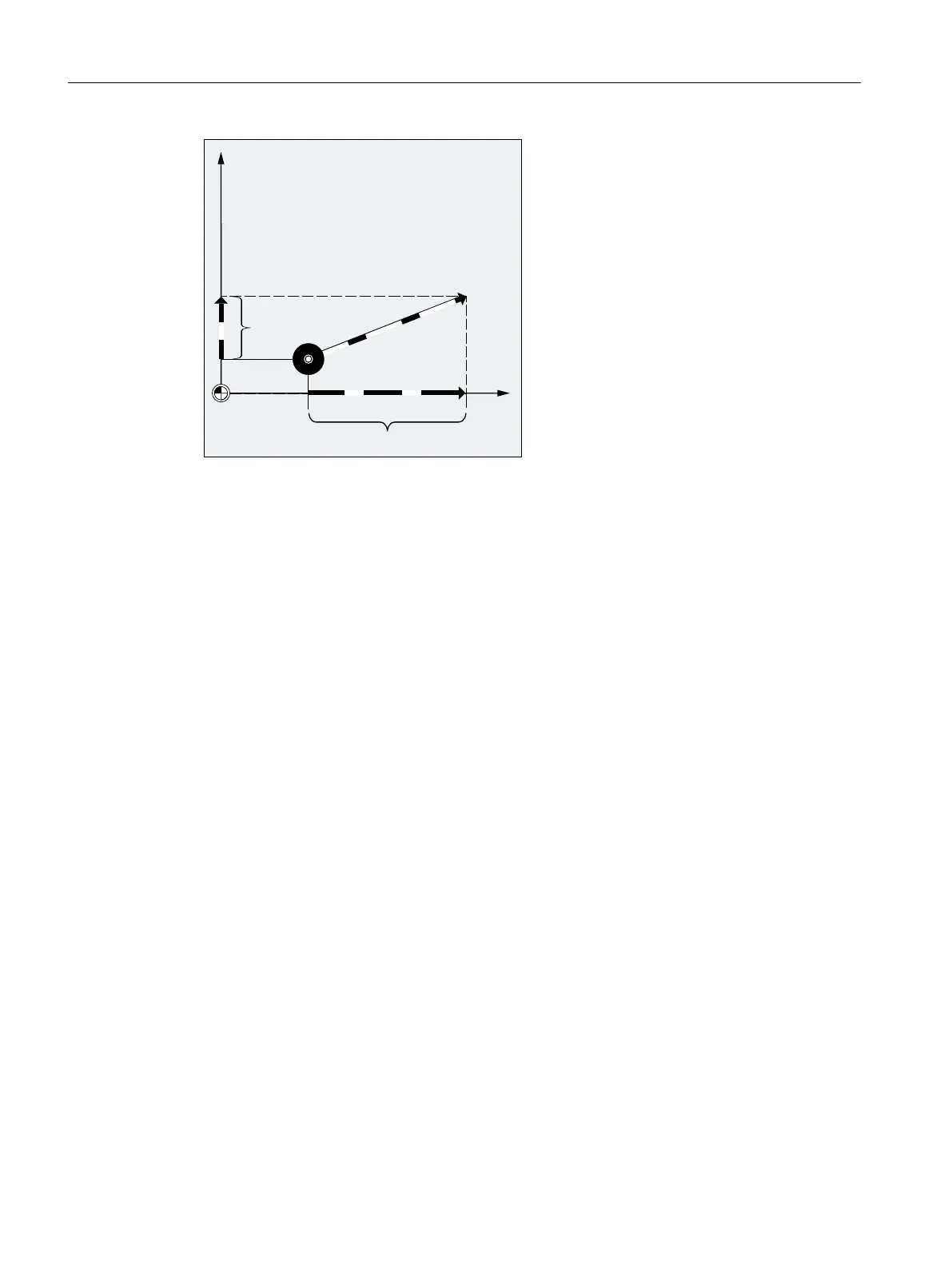
0RYHPHQWLQ<
0RYHPHQWLQ;
)
;
<
The feedrate is specified under address F. Depending on the default setting in the machine
data, the units of measurement specified with the G commands are either in mm or inch.
One F value can be programmed per NC block. The feedrate unit is defined using one of the G
commands G93/G94/G95. The feedrate F acts only on path axes and remains active until a new
feedrate is programmed. Separators are permitted after the address F.
Examples:
F100 or F 100
F.5
F=2*FEED
Feedrate type (G93/G94/G95)
The G commands G93, G94 and G95 are modal. In the event of switching between G93, G94
and G95, the path feedrate value has to be reprogrammed. When machining with rotary axes,
the feedrate can also be specified in degrees/min.
Inverse-time feedrate (G93)
The inverse-time feedrate specifies the time required to execute the motion commands in a
block.
Unit: rpm
Example:
N10 G93 G01 X100 F2
Means: The programmed path is traversed in 0.5 min.
Fundamentals
2.7 Feed control
NC programming
108 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














