Note
If the path lengths vary greatly from block to block, a new F value should be specified in each
block with G93. When machining with rotary axes, the feedrate can also be specified in degrees/
min.
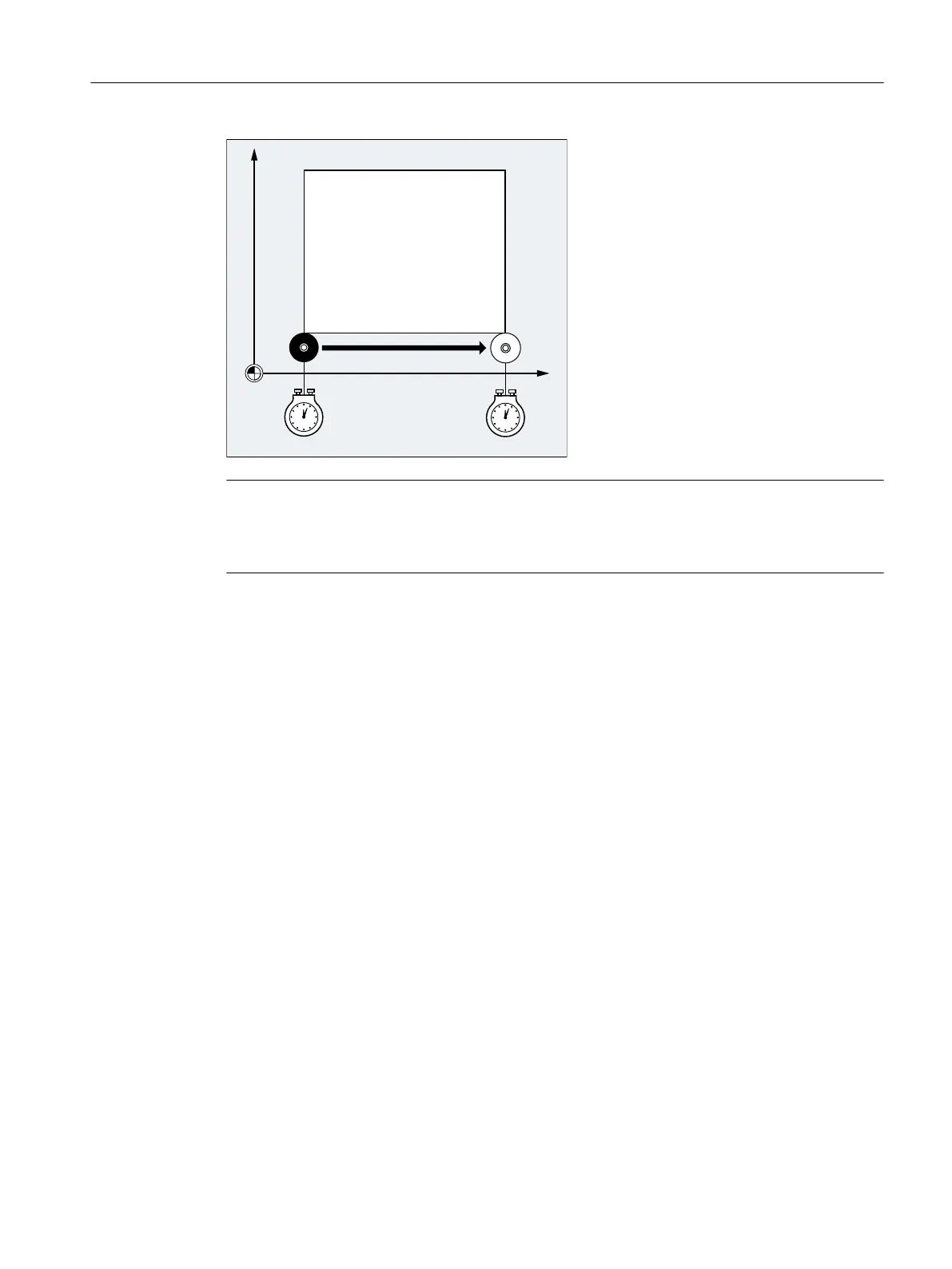
Feedrate for synchronized axes
The feedrate programmed under address F applies to all the path axes programmed in a block
but not to the synchronized axes. The synchronized axes are controlled such that they require
the same time for their path as the path axes, and all axes reach their end point at the same time.
Limit velocity for synchronized axes (FL)
The FL command can be used to program a limit velocity for synchronized axes. In the absence
of a programmed FL, the rapid traverse velocity applies. FL is deselected by assignment to MD
(MD36200 $MA_AX_VELO_LIMIT).
Traverse path axis as synchronized axis (FGROUP)
FGROUP is used to define whether a path axis should be traversed with path feedrate or as a
synchronized axis. In helical interpolation, for example, it is possible to define that only two
geometry axes, X and Y, are to be traversed at the programmed feedrate. The infeed axis Z is
the synchronized axis in this case.
Example: FGROUP(X,Y)
Change FGROUP
Fundamentals
2.7 Feed control
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 109
 Loading...
Loading...














