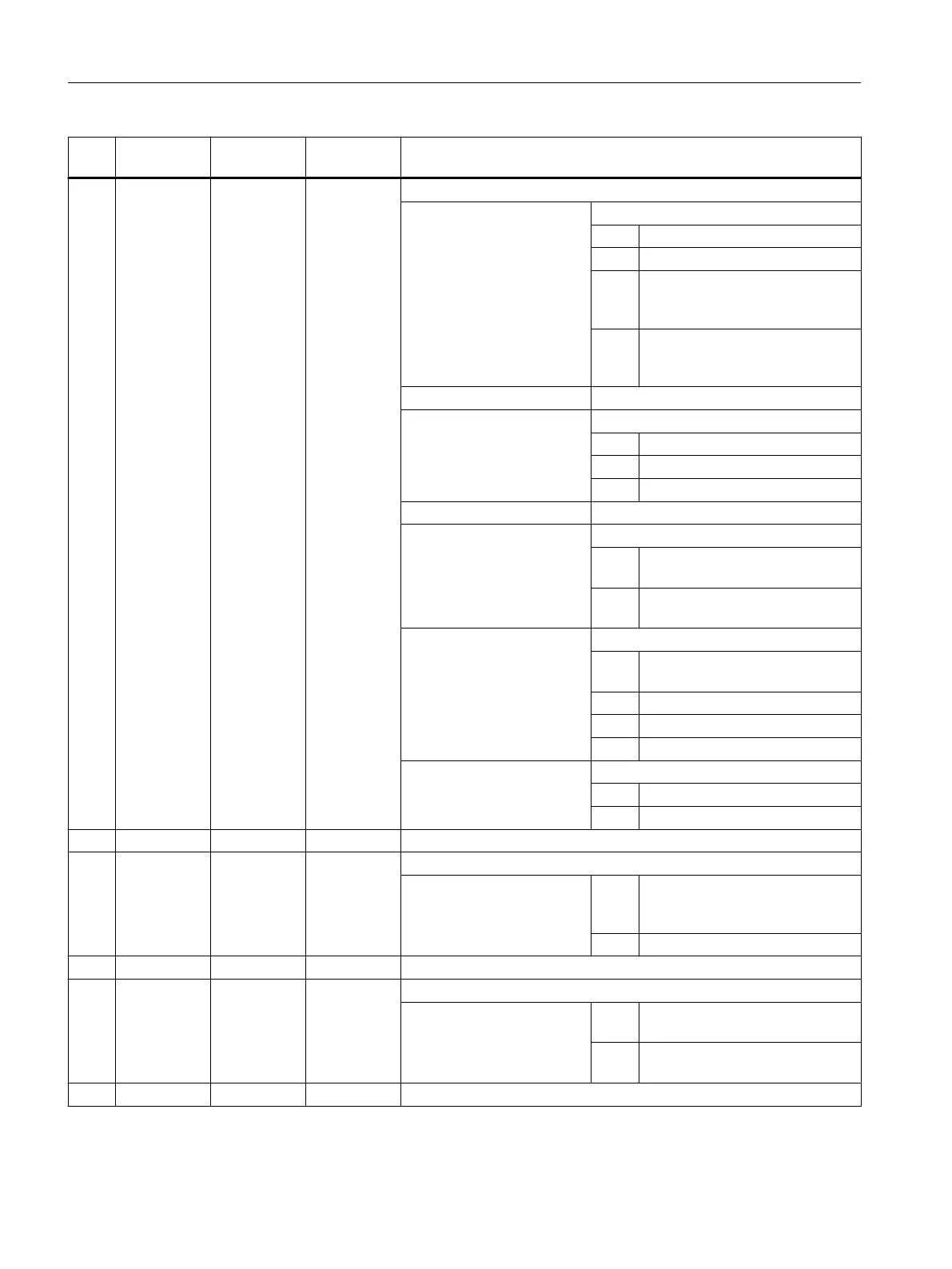
No. Parameter
mask
Parameter
internal
Data type Meaning
20 <_VARI> INT Machining
UNITS: Technology
1 = External thread with linear infeed
2 = Internal thread with linear infeed
3 = External thread with degressive
infeed, cross-section of cut re‐
mains constant
4 = Internal thread with degressive
infeed, cross-section of cut re‐
mains constant
TENS: Reserved
HUNDREDS: Infeed type
0 = Compatibility mode for <_IANG>
1 = Infeed on one side
2 = Infeed alternate sides
THOUSANDS: Reserved
TEN THOUSANDS: Alternative depth infeed
0 = Compatibility, preset number of
roughing cuts (<_NRC>)
1 = Preset value for 1st infeed
(<_MID>)
HUNDRED THOUSANDS: Machining type
0 = Compatibility (roughing and fin‐
ishing)
1 = Roughing
2 = Finishing
3 = Roughing and finishing
ONE MILLION: Machining sequence for multistart thread
0 = In ascending order of threads
1 = In descending order of threads
21 N <_NUMTH> INT Number of thread turns
22 <_VRT> REAL Return distance (inc)
0 = A lift-off distance of 1 mm is used
internally regardless of the active
system (inch or metric)
> 0 = Lift-off distance
23 D1 <_MID> REAL First infeed, see <_VARI> (TEN THOUSANDS)
24 DA <_GDEP> REAL Thread changeover depth (only effective with "multiple start")
0 = Do not observe any thread
changeover depth
> 0 = Observe thread changeover
depth
25 <_IFLANK> REAL Infeed slope as width (for interface only)
Work preparation
3.25 Programming cycles externally
NC programming
1082 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














