No
.
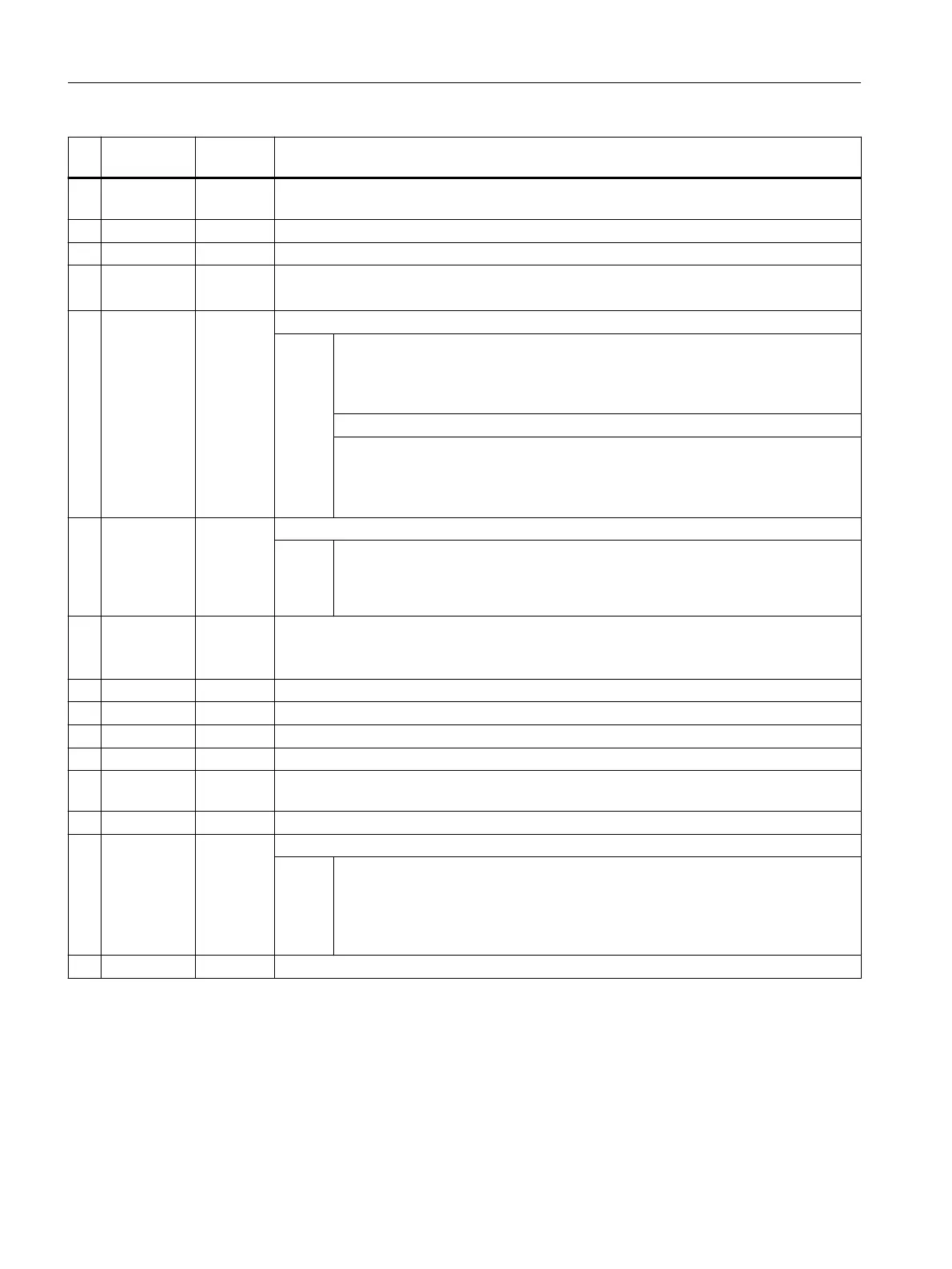
Screen form
parameter
Cycle pa‐
rameter
Meaning
6 α S_STA1 Angle setpoint for "Align edge" or for "Align plane" around the 1st axis of the plane (for G17
X)
9)
7 β S_INCA Angle setpoint for "Align plane" around the 2nd axis of the plane (for G17 Y)
9)
8 DFA S_FA Measurement path
9 TSA S_TSA Safe area
Monitoring of the angle difference to the angle setpoint [degrees]
6)
10 X / Y / Z S_MA Measuring axis, offset axis
7)
(default=201)
Val‐
ues:
UNITS: Number of the measuring axis
1 = 1st axis of the plane (for G17 X)
2 = 2nd axis of the plane (for G17 Y)
3 = 3rd axis of the plane (for G17 Z)
TENS: Reserved
HUNDREDS: Number of the offset axis
1 = 1st axis of the plane (for G17 X)
2 = 2nd axis of the plane (for G17 Y)
3 = 3rd axis of the plane (for G17 Z)
11 +- S_MD Measuring direction of the measuring axis
8)
Val‐
ues:
0 = Measuring direction is determined from the setpoint and the actual position of
the measuring axis (compatibility)
1 = Positive measuring direction
2 = Negative measuring direction
12 L2 S_ID For measuring variant "Align edge":
Distance (incremental) between the measuring points P1 and P2 in the offset axis (value >0)
For measuring variant "Align plane", the parameters listed below apply.
13 L2 S_SETV0 Distance between the measuring points P1 and P2 in the 1st axis of the plane
10)
14 S_SETV1 Distance between the measuring points P1 and P2 in the 2nd axis of the plane
11), 12)
15 L3x S_SETV2 Distance between the measuring points P1 and P3 in the 1st axis of the plane
11)
16 L3y S_SETV3 Distance between the measuring points P1 and P3 in the 2nd axis of the plane
10)
17 Measure‐
ments
S_NMSP Number of measurements at the same location
2)
(default=1)
18 S_EVNUM Date set, empirical value memory
2), 13)
19 _DMODE Display mode
Val‐
ues:
UNITS: Machining plane G17/G18/G19
0 = Compatibility, the plane active before the cycle call remains active
1 = G17 (only active in the cycle)
2 = G18 (only active in the cycle)
3 = G19 (only active in the cycle)
20 _AMODE Reserved (alternative mode)
1)
All default values = 0 or marked as default=x
2)
Display depends on the general SD54760 $SNS_MEA_FUNCTION_MASK_PIECE
3)
WO "fine" only if correction target is rotary axis and MD 52207 $MCS_AXIS_USAGE_ATTRIB[n] Bit6=1.
If WO has not been set up in MDs, correction is according to WO "coarse".
4)
Example for offset in coordinate rotation: S_MA=102 Measuring axis Y, offset axis X results in coordinate rotation around
Z (for G17)
5)
Value only relevant for protection zone "Yes" (S_MVAR THOUSANDS position = 1)
Work preparation
3.25 Programming cycles externally
NC programming
1170 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














