Note
Turning technology
The diameter programming of the interpolation parameter for the transverse axis is not
supported with CIP in the circular-path programming. The interpolation parameter for the
transverse axis must therefore be programmed in the radius.
Examples
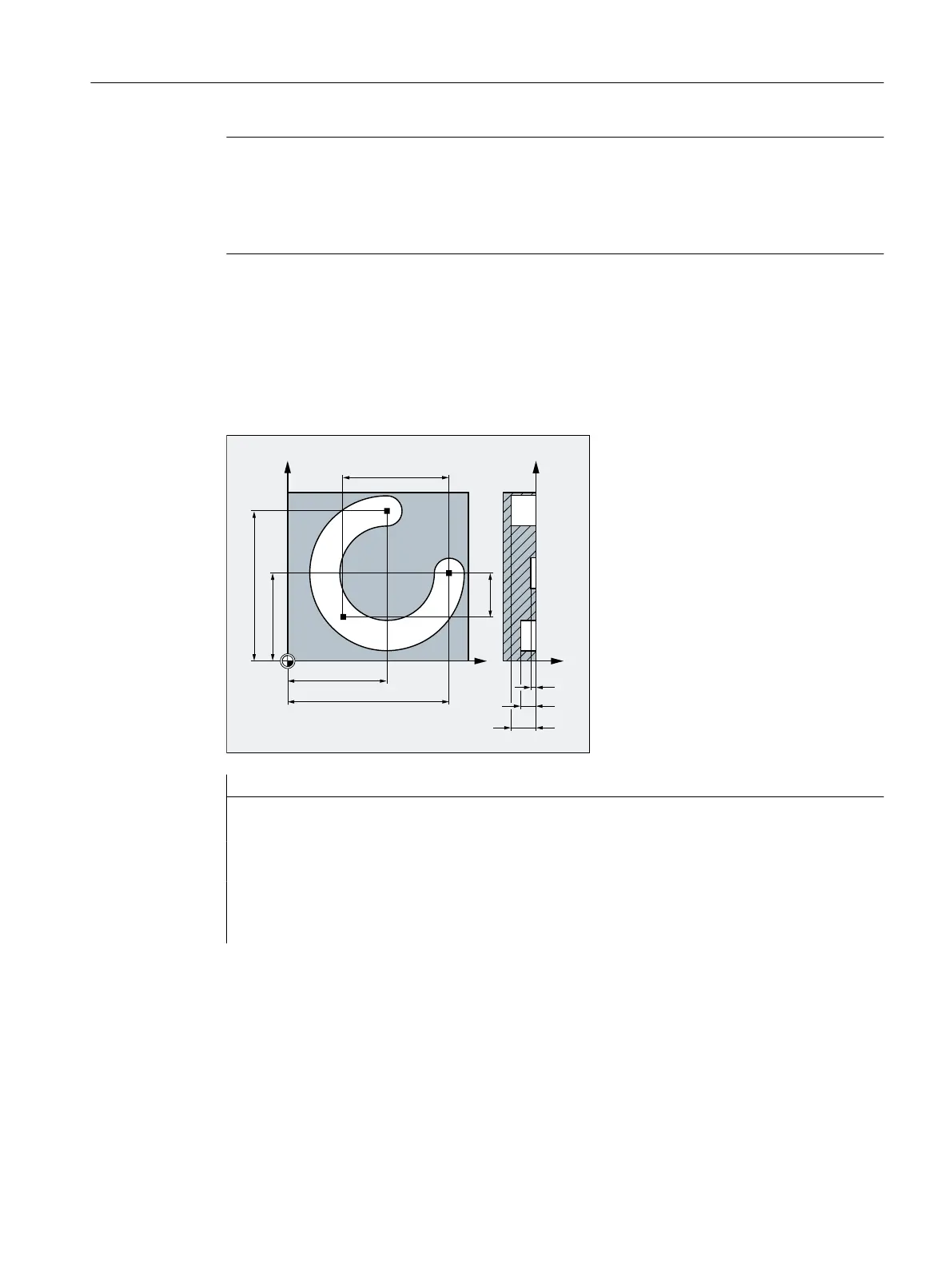
Example 1: Milling
In order to machine an inclined circular groove, a circle is described by specifying the
intermediate point with three interpolation parameters, and the end point with three coordinates.
<<
=
;
Program code Comment
N10 G0 G90 X130 Y70.70 S800 M3 ; Approach starting point.
N20 G17 G1 Z-2 F100 ; Feed of the tool.
N30 CIP X80 Y120 Z-10 I1=IC(-85.35) J1=IC(-35.35) K1=-6 ; Circle end point and inter-
mediate point.
; Coordinates for all three
geometry axes.
N40 M30 ; End of program
Fundamentals
2.9 Motion commands
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 199
 Loading...
Loading...














