Note
Technical requirement for thread cutting with G33 is a variable-speed spindle with position
measuring system.
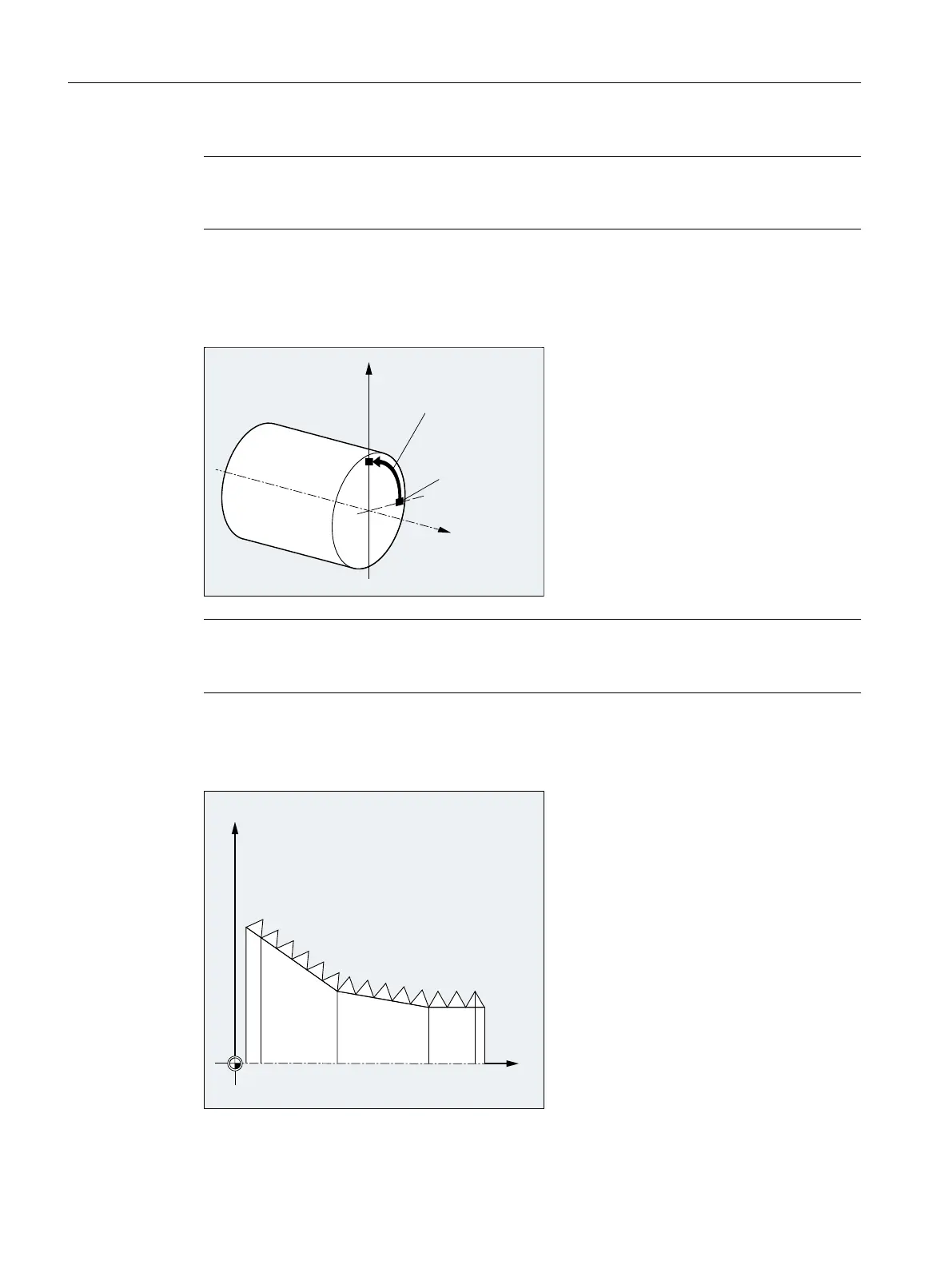
Multiple thread
Multiple thread (thread with offset cuts) can be machined by specifying a starting point offset.
The programming is performed in the G33 block at address SF.
6WDUWLQJSRLQWRIIVHWLQr
6WDUWLQJDQJOH
IRUWKUHDGV
VHWWLQJGDWD
;
=
Note
If no starting point offset is specified, the "starting angle for thread" defined in the setting data
is used.
Thread chain
A thread chain can be machined with several G33 blocks programmed in succession:
QGEORFN
ZLWK*
UGEORFN
ZLWK*
VWEORFN
ZLWK*
=
;
Fundamentals
2.9 Motion commands
NC programming
222 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














