Meaning
G450: G450 is used to travel around workpiece corners on a circular path.
DISC: Flexible programming of the circular path with G450 (optional)
<value>: Type: INT
Range of values: 0, 1, 2, ... 100
Meaning: 0 Transition circle
100 Intersection of the equidistant paths (the‐
oretical value)
G451: G451 is used to approach the intersection point of the two equidistant paths in the case of
workpiece corners. The tool backs off from the workpiece corner.
Note
DISC only applies with call of G450, but can be programmed in a previous block without G450.
Both commands are modal.
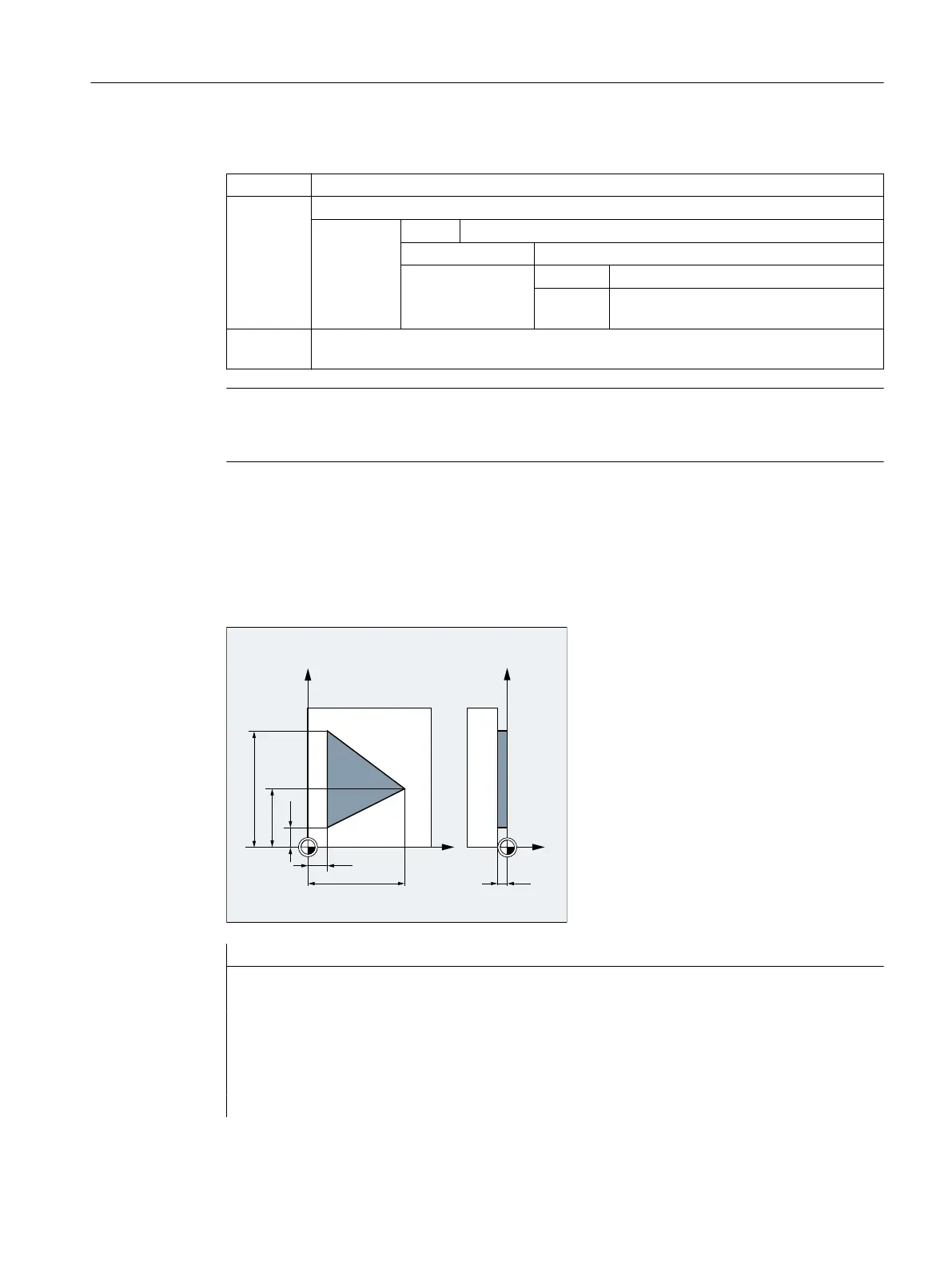
Example
In the following example, a transition radius is programmed for all outside corners
(corresponding to the programming of the corner behavior in block N30). This prevents the tool
stopping and backing off at the change of direction.
Program code Comment
N10 G17 T1 G0 X35 Y0 Z0 F500 ; Starting conditions.
N20 G1 Z-5 ; Feed in tool.
N30 G41 KONT G450 X10 Y10 ; Activate TRC with KONT approach/retract mode
and corner behavior G450.
N40 Y60 ; Mill the contour.
N50 X50 Y30
N60 X10 Y10
Fundamentals
2.10 Tool radius compensation
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 269
 Loading...
Loading...














