Program code Comment
N80 G40 X-20 Y50 ; Deactivate compensation mode, retraction on
transition circle.
N90 G0 Y100
N100 X200 M30
Further information
G450/G451
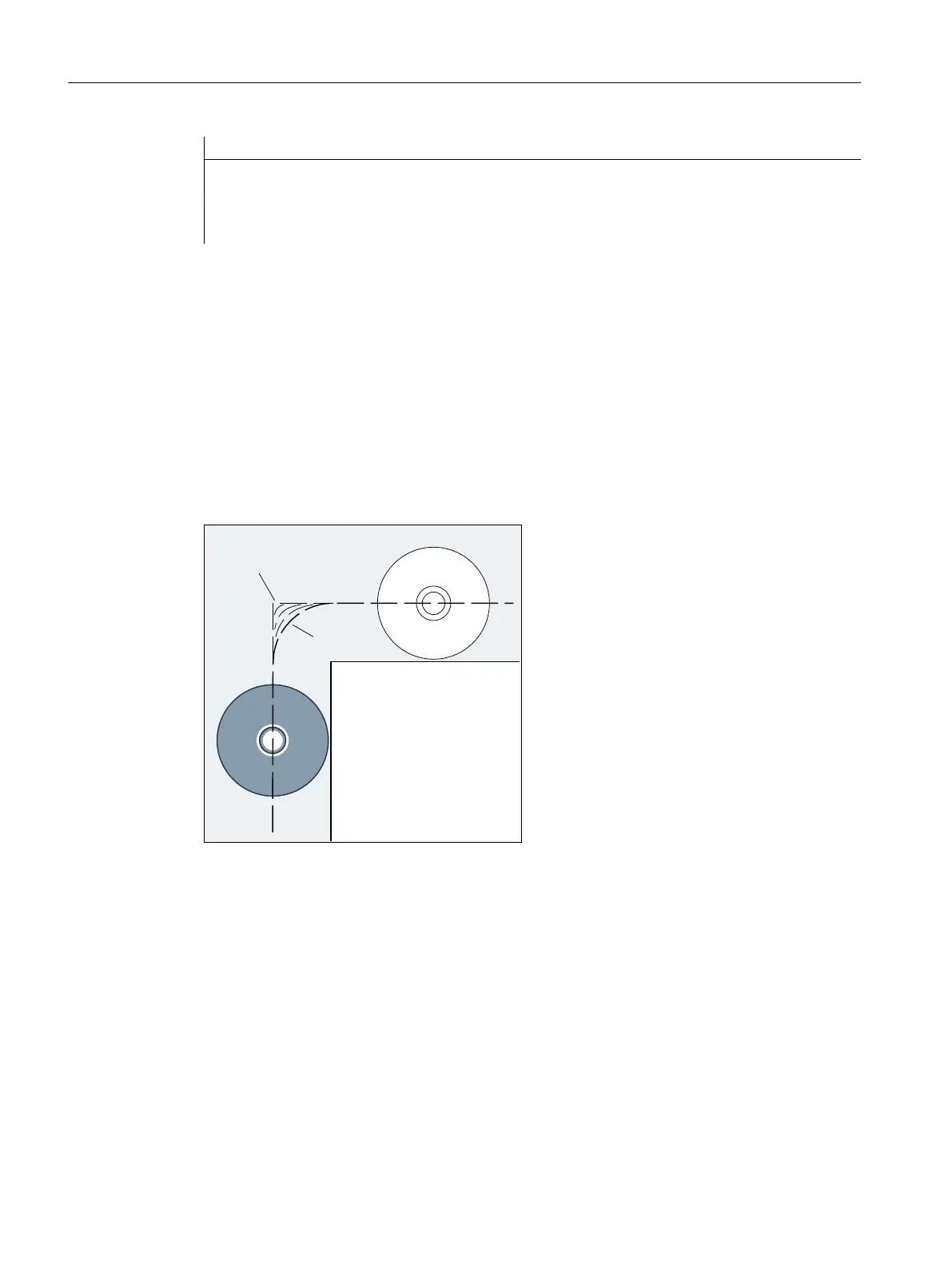
At intermediate point P*, the control executes operations such as infeed movements or
switching functions. These operations are programmed in blocks inserted between the two
blocks forming the corner.
With G450 the transition circle belongs to the next travel command with respect to the data.
DISC
When DISC values greater than 0 are specified, intermediate circles are shown with a
magnified height – the result is transition ellipses or parabolas or hyperbolas:
An upper limit can be defined in machine data – generally DISC=50.
Traversing behavior
When G450 is activated and with acute contour angles and high DISC values, the tool is lifted
off the contour at the corners. In the case of contour angles equal to or greater than 120°, there
is uniform travel around the contour:
Fundamentals
2.10 Tool radius compensation
NC programming
270 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














