Meaning
MIRROR: Mirror absolute in relation to the currently valid coordinate system set with
G54 to G57, G505 to G599.
AMIRROR: Additive mirror image with reference to the currently valid set or program‐
med coordinate system.
X... Y... Z... : Geometry axis whose direction is to be changed. The value specified here
can be chosen freely, e.g. X0 Y0 Z0.
Examples
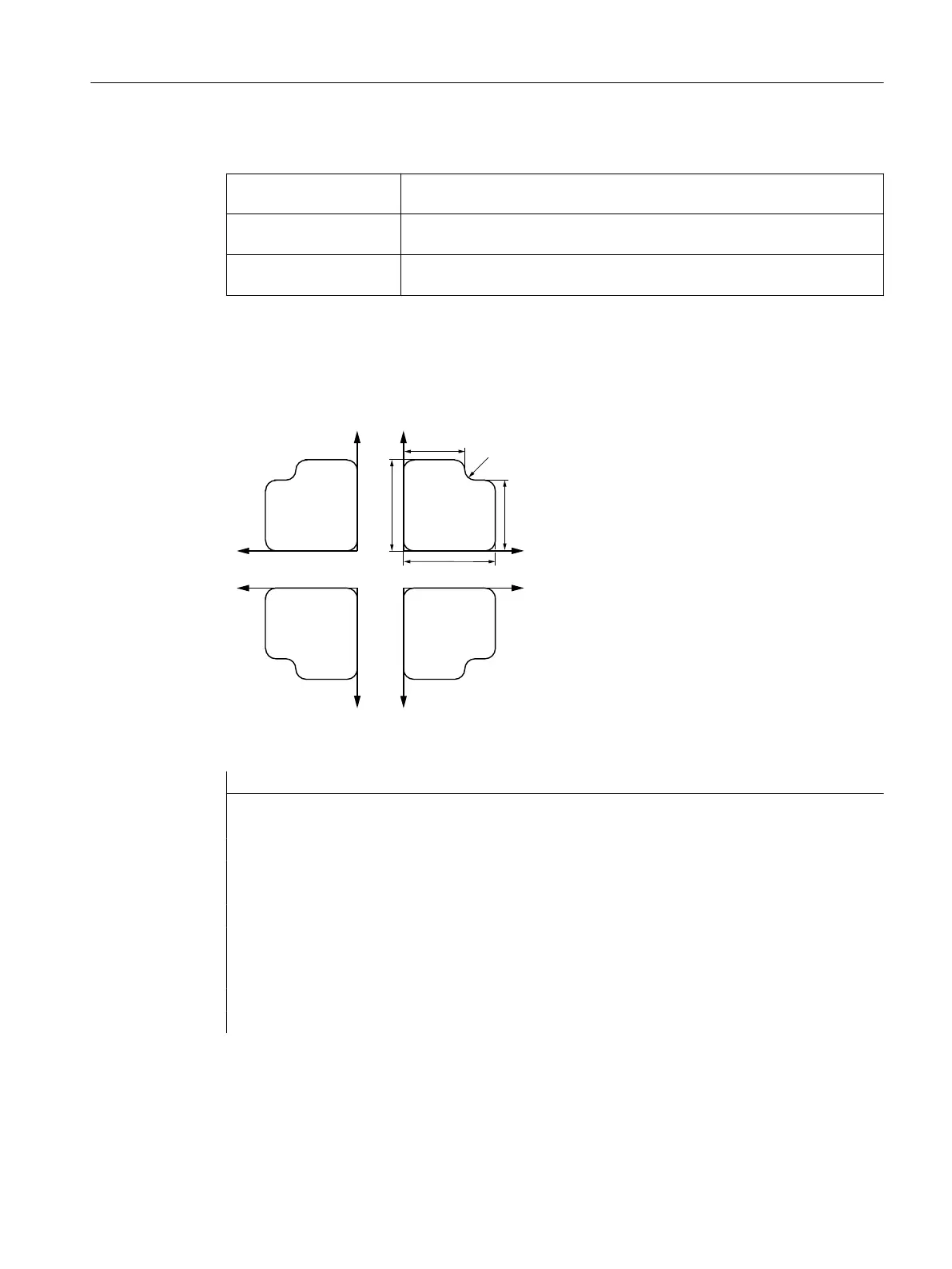
Example 1: Milling
The contour shown here is programmed once
as a subprogram. The three other contours
are generated using mirroring. The workpiece
zero is located at the center of the contours.
Program code Comment
N10 G17 G54 ; Working plane X/Y, workpiece zero
N20 L10 ; Machine first contour at top right
N30 MIRROR X0 ; Mirror X axis (the direction is changed in X)
N40 L10 ; Machine second contour at top left
N50 AMIRROR Y0 ; Mirror Y axis (the direction is changed in Y)
N60 L10 ; Machine third contour at bottom left
N70 MIRROR Y0 ; MIRROR resets previous frames. Mirror Y axis (the di-
rection is changed in Y)
N80 L10 ; Machine fourth contour at bottom right
N90 MIRROR ;Deactivate mirroring
N100 G0 X300 Y100 M30 ; Retraction, end of program
Fundamentals
2.12 Coordinate transformations (frames)
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 329
 Loading...
Loading...














